5.1 分拣单元的结构和工作过程
分拣单元是YL-335B中的最末单元,完成对上一单元送来的已加工、装配的工件进行分拣。使不同颜色的工件从不同的料槽分流的功能。当输送站送来工件放到传送带上并为入料口光电传感器检测到时,即启动变频器,工件开始送入分拣区进行分拣。
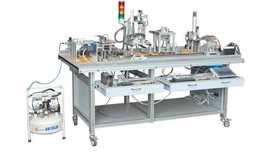
分拣单元主要结构组成为:传送和分拣机构,传动带驱动机构,变频器模块,电磁阀组,接线端口,PLC模块,按钮/指示灯模块及底板等。其中,机械部分的装配总成如图5-1所示。

图5-1 分拣单元的机械结构总成
1、传送和分拣机构
传送和分拣机构主要由传送带、出料滑槽、推料(分拣)气缸、漫射式光电传感器、光纤传感器、磁感应接近式传感器组成。传送已经加工、装配好的工件,在光纤传感器检测到并进行分拣。
传送带是把机械手输送过来加工好的工件进行传输,输送至分拣区。导向器是用纠偏机械手输送过来的工件。三条物料槽分别用于存放加工好的黑色、白色工件或金属工件。
传送和分拣的工作原理:当输送站送来工件放到传送带上并为入料口漫射式光电传感器检测到时,将信号传输给PLC,通过PLC的程序启动变频器,电机运转驱动传送带工作,把工件带进分拣区,如果进入分拣区工件为白芯金属工件,则检测白芯金属工件的光纤传感器和金属传感器动作,作为1号槽推料气缸启动信号,将白芯金属工件推到1号槽里,如果进入分拣区工件为白芯塑料工件,则检测白色物料的光纤传感器动作,作为2号槽推料气缸启动信号,将白芯塑料工件推到2号槽里,如果进入分拣区工件为黑色,则分拣区光纤传感器和金属传感器均不动作,物料到达3号槽中间位置停止,3号槽推料气缸启动将黑料推到3号槽里,工作结束。
2、传动带驱动机构
传动带驱动机构机构如图5-2所示。采用的三相减速电机,用于拖动传送带从而输送物料。它主要由电机支架、电动机、联轴器等组成。

图5-2 传动机构
三相电机是传动机构的主要部分,电动机转速的快慢由变频器来控制,其作用是带传送带从而输送物料。电机支架用于固定电动机。联轴器由于把电动机的轴和输送带主动轮的轴联接起来,从而组成一个传动机构。
3、电磁阀组和气动控制回路
分拣单元的电磁阀组使用了三个由二位五通的带手控开关的单电控电磁阀,它们安装在汇流板上。这三个阀分别对金属、白料和黑料推动气缸的气路进行控制,以改变各自的动作状态。
本单元气动控制回路的工作原理如图5-3所示。图中1A、2A和3A分别为分拣一气缸、分拣二气缸和分拣三气缸。1B1、2B1和3B1分别为安装在各分拣气缸的前极限工作位置的磁感应接近开关。1Y1、2Y1和3Y1分别为控制3个分拣气缸电磁阀的电磁控制端。

图5-3 分拣单元气动控制回路工作原理图

