学习任务节点1.学习以下视频材料,复习本章所学的所有宏程序
学习任务节点2.学习以下视频材料,掌握本章作业的分析过程和宏程序调用过程
学习任务节点3.学习以下视频材料,掌握型腔零件结构分析和宏程序调用过程
学习任务节点4.学习以下材料,掌握复习本章所有宏程序
第16次作业演示过程
宏程序:
%
O4004
(开放区域矩形X向行切加工宏程序)
(X 矩形起点X坐标#24)
(Y 矩形起点Y坐标#25)
(Z 矩形起点Z坐标#26)
(U 矩形终点相对于起点X向坐标#21)
(V 矩形终点相对于起点Y向坐标#22)
(W 矩形终点相对于起点W向坐标#23)
(D 刀具直径#7)
(Q每层切削深度#17)
(I行切步距#4)
(F进给速度#9)
#1=#5003
IF[ABS[#21] LT #7] GOTO 1100
IF[ABS[#22] LT #7] GOTO 1100
#33=#21/ABS[#21]
#24=#24+#33*[#7/2]
#21=#33*[ABS[#21]-#7]
#33=#22/ABS[#22]
#25=#25+#33*[#7/2]
#22=#33*[ABS[#22]-#7]
(计算层数及每层切削深度值)
#2=#23/#17
#2=FUP[ABS[#2]-0.01]
#17=#23/#2
(计算行切次数及行切步距)
#3=#22/#4
#3=FUP[ABS[#3]-0.01]
#3=ABS[#3]
#4=#22/#3
(循环加工)
#32=1
WHILE [#32 LE #2] DO 1
G90 G00 X[#24] Y[#25]
Z[#26]
G01 Z[#26+#32*#17] F[#9/5]
#32=#32+1
#31=0
#30=#21
WHILE[#31 LE #3] DO 2
G90 G01 Y[#25+#31*#4] F[#9]
G91 G01 X[#30] F[#9]
#31=#31+1
#30=-#30
END 2
G90 G01 Z[#26] F[#9]
G00 Z[#1]
END 1
N1100 G00 Z[#1]
M99
%
%
O4005
(开放区域矩形Y向行切加工宏程序)
(X 矩形起点X坐标#24)
(Y 矩形起点Y坐标#25)
(Z 矩形起点Z坐标#26)
(U 矩形终点相对于起点X向坐标#21)
(V 矩形终点相对于起点Y向坐标#22)
(W 矩形终点相对于起点Z向坐标#23)
(D 刀具直径#7)
(Q每层切削深度#17)
(I行切步距#4)
(F进给速度#9)
#1=#5003
IF[ABS[#21] LT #7] GOTO 1100
IF[ABS[#22] LT #7] GOTO 1100
#33=#21/ABS[#21]
#24=#24+#33*[#7/2]
#21=#33*[ABS[#21]-#7]
#33=#22/ABS[#22]
#25=#25+#33*[#7/2]
#22=#33*[ABS[#22]-#7]
(计算层数及每层切削深度值)
#2=#23/#17
#2=FUP[ABS[#2]-0.01]
#17=#23/#2
(计算行切次数及行切步距)
#3=#21/#4
#3=FUP[ABS[#3]-0.01]
#3=ABS[#3]
#4=#21/#3
(循环加工)
#32=1
WHILE [#32 LE #2] DO 1
G90 G00 X[#24] Y[#25]
Z[#26]
G01 Z[#26+#32*#17] F[#9/5]
#32=#32+1
#31=0
#30=#22
WHILE[#31 LE #3] DO 2
G90 G01 X[#24+#31*#4] F[#9]
G91 G01 Y[#30] F[#9]
#31=#31+1
#30=-#30
END 2
G90 G01 Z[#26] F[#9]
G00 Z[#1]
END 1
N1100 G00 Z[#1]
M99
%
%
O4006
(封闭区域矩形凹陷铣削加工宏程序)
(X 矩形凹陷中心X坐标#24)
(Y 矩形凹陷中心Y坐标#25)
(Z 矩形凹陷中心顶部Z坐标#26)
(W矩形凹陷中心底部相对顶部的Z坐标#23)
(A X方向长度#1)
(B Y方向长度#2)
(R 矩形圆角的大小#18)
(C粗精加工标志位#3 #3=0,粗精都加工,#3=1只精加工)
(D刀具直径#7)
(E精加工余量#8)
(Q z向步距#17)
(I 平面步距#4)
(F进给速度#9)
(实际加工范围)
#33=#5003
#1=#1-#8*2
#2=#2-#8*2
#18=#18-#8
(判断是否能够安全螺旋进刀)
IF[#1 LT #7*1.5] GOTO 1100
IF[#2 LT #7*1.5] GOTO 1100
(计算分多少层)
#17=ABS[#17]
IF[#17 LE 0] GOTO 1100
#32=ABS[#23/#17]
#32=ABS[FUP[#32-0.01]]
#17=#23/#32
(计算环切次数和环切步距)
IF[#18 LE [#7/2]] THEN #18=#7/2
#31=0
#29=#4
IF[#18 LE #7] GOTO 1110
#31=[#18-#7]/#4
#31=ABS[FUP[#31-0.01]]
#29=[#18-#7]/#31
N1110 IF[#3 GT 0] THEN #31=0
#31=#31+1
WHILE[#32 GT 0]DO1
#32=#32-1
(螺旋下刀)
G00 X[#24] Y[#25-#2/2+3*#7/4]
Z[#26]
G65 P4009 X[#24] Y[#25-#2/2+3*#7/4] Z[#26+#23-#17*#32] R[#26] I[#7*1.5] D[#7] Q[#17/2] F[#9]
(环切循环)
#27=#31
WHILE[#27 GT 0]DO2
#30=[#27-1]*#29+#7/2
#21=[#1-#30*2]/2
#22=[#2-#30*2]/2
#28=#18-#30
G01 X[#24] Y[#25-#22] F[#9]
X[#24+#21],R[#28]
Y[#25+#22],R[#28]
X[#24-#21],R[#28]
Y[#25-#22],R[#28]
X[#24]
#27=#27-1
END2
(行切循环)
IF[#3 GT 0]GOTO1120
(计算行切范围、次数、步距)
#21=#1-#18*2
#22=#2-#18*2
#5=#22/#4
#5=ABS[FUP[#5-0.01]]
#27=#22/#5
G01 X[#24-#21/2] Y[#25-#22/2] F[#9]
WHILE[#5 GE 0]DO3
G91 G01 X[#21] F[#9]
#21=-#21
#5=#5-1
IF[#5 LT 0]GOTO1120
G91 G01 Y[#27] F[#9]
END3
N1120 G90 G01 Z[#26] F[#9]
G00 Z[#33]
END1
N1100 G00 Z[#33]
M99
%
%
O4009
(螺旋进刀宏程序)
(X 孔心X坐标 #24)
(Y 孔心Y坐标 #25)
(Z 孔底心Z坐标 #26)
(R 孔顶心Z坐标 #18)
(I 孔的直径 #4)
(D 刀具直径 #7)
(Q 每次切削深度#17)
(F 进给速度 #9)
#3=[#4-#7]/2
G90G00X[#24+#3]Y[#25]
Z[#18]
#2=[#18-#26]/#17
#2=FUP[ABS[#2-0.01]]
#17=-[#18-#26]/#2
#33=1
WHILE[#33LE#2]DO1
G03I[-#3]J0Z[#18+#17*#33]F[#9]
#33=#33+1
END1
G03I[-#3]J0F[#9]
G91G01X-#3
G90
M99
%
教材练习图档
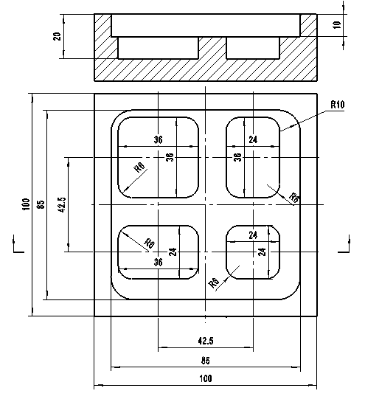
教材练习的参考
%
O4103
G54 G90 G17 G21
M03S1000
T8 M06
G00 X0 Y0
Z100
Z10
G65 P4006 X0 Y0 Z0 A85 B85 W-10 R10 C0 D12 E0 Q1 I8 F1000
G65 P4006 X-21.25 Y21.25 Z-10 A36 B36 W-10 R8 C0 D12 E0 Q1 I8 F1000
G65 P4006 X21.25 Y21.25 Z-10 A24 B36 W-10 R6 C0 D12 E0 Q1 I8 F1000
G65 P4006 X21.25 Y-21.25 Z-10 A24 B24 W-10 R6 C0 D12 E0 Q1 I8 F1000
G65 P4006 X-21.25 Y-21.25 Z-10 A36 B24 W-10 R8 C0 D12 E0 Q1 I8 F1000
G00 Z100
M05
M30
%


