
任务二电连接检修调整
任务描述:
本任务主要介绍接触网电连接的类型、作用和检修要求,重点介绍接触网电连接的检查、测量、调整及更换,掌握相关调整检修技能。
一、电连接
1、电连接的组成
电连接由承力索电连接线夹、接触线电连接线夹、软铜绞线组成。
电连接线用导电性能好的材料制成,多采用铜绞线TJ-95和铝绞线LJ-150。为保持电连接处的弹性和接触良好,减轻硬点,电连接线做成螺旋弹簧状,以增加安装处所的弹性,并便于烧损后伸长使用,以便节约材料。电连接安装如图所示。

电连接示意图
2、电连接的作用
电连接的作用是将接触悬挂各分段供电间的电路连接起来,保证电路的畅通,通过电连接可实现并联供电,减少电能损耗,提高供电质量。在电气设备与接触网之间,用电连接进行可靠的连接,是设备充分发挥作用,避免出现烧损事故,完成各种供电方式和检修的需要。
3、电连接的分类
电连接按照其使用位置的不同一般分为横向电连接、股道电连接、纵向电连接三种,按照形状分C型和S型两种。

1)横向电连接
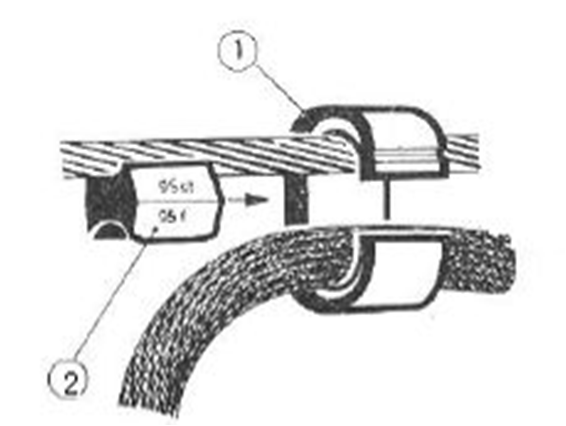
这种电连接是承力索和接触线之间的连接。横向电连接的主要作用是实现并联供电,起到等位和或分流的作用。如在载流承力索区段,为使承力索上的电流通过接触线流向受电弓,需要每隔100~200m在承力索与接触线间安装一组横向电连接,如图所示。

横向电连接器安装结构示意图
1—承力索;2—电连接线;3—接触线;4—承力索电连接线夹;5—接触线电连接线夹
2)股道电连接
股道电连接的作用是将各股道并联起来,当电力机车启动时,多股道接触网并联供电可向电力机车提供所需的大电流。股道电连接结构见图所示。

股道电连接器安装结构示意图
1—承力索;2—接触线;3—电连接线;4—承力索电连接线夹;5—接触线电连接线夹
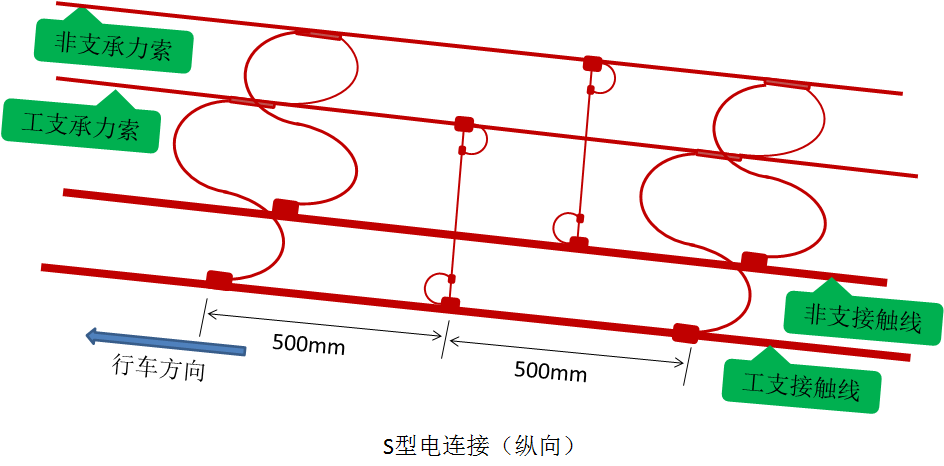
3)纵向电连接
纵向电连接的作用是使供电分段或机械分段处两侧接触悬挂实现电连通,在检修和事故处理时,可通过隔离开关达到电分段的目的。被连接的设备属于串联关系,如该电连接不存在,后端设备将失电。如锚段关节转换柱靠锚柱侧安装的电连接,电分段处隔离开关与接触悬挂间的电连接,线岔处的电连接等都称为纵向电连接。
(1)线岔与锚段关节电连接
凡道岔上方,两工作支接触线相交处,除安装线岔外,均应安装电连接(交叉渡线的菱形交叉处仅安装线岔而不安装电连接)。线岔处电连接的作用是使线岔处两支接触悬挂连接起来,使之等电位。线岔电连接一般安装在线岔工作支侧两承力索间距400~500mm处,见图所示。线岔处两承力索间的电连接呈水平圆弧形,垂直部分顺直。

线岔与锚段关节电连接示意图

(2)隔离开关电连接
隔离开关电连接的作用是将点电分段的锚段与锚段之间,股道与股道之间的接触悬挂通过隔离开关连接起来。在绝缘锚段关节处隔离开关的电连接,一根电连接引线直接和关节的一处电连接相连,另一端引线则与转换柱内侧所需要绝缘的另一悬挂连接。隔离开关电连接如图所示。

隔离开关电连接示意图

(3)避雷器电连接
为了实现当接触网上有大气过电压时能通过避雷器直接接地,避雷器和接触网之间安装了电连接,电连接线的一端用电连接线夹固定在棒式绝缘子下面的连接板上,另一端用电连接线夹固定在线路方向距避雷器10m的接触网上。避雷器电连接如图所示。

避雷器电连接示意图
1-避雷器;2-电连接
二、电连接的检查
1、主要技术标准
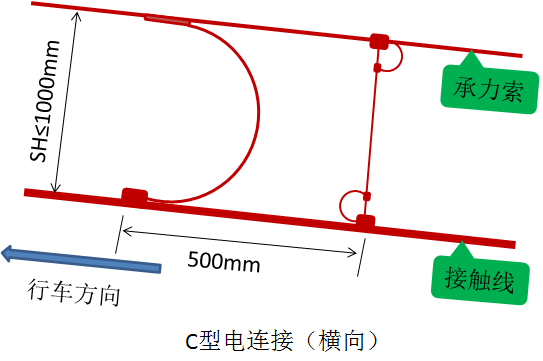
1)电连接位置和数量符合设计要求,安装位置允许偏差±500mm。
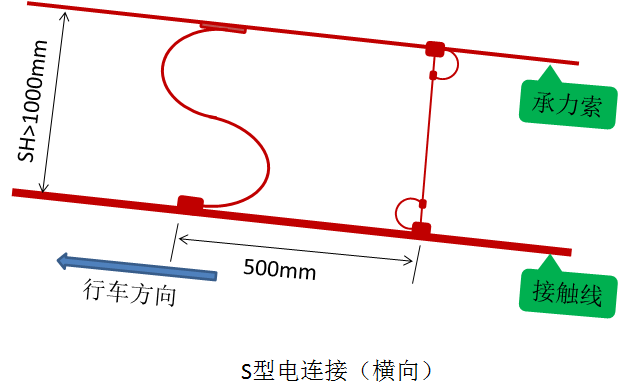
2)承力索、接触线间距≤1000mm时采用“C”形连接的方式;间距>1000mm时采用“S”形连接,其裕度满足接触线、承力索因温度变化伸缩的要求。
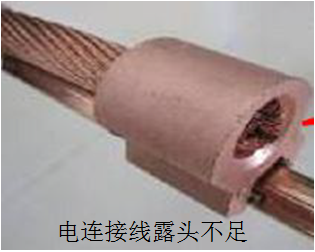
3)电连接线均要用多股软铜线做成,其额定载流量不小于被连接的接触悬挂、供电线的额定载流量,且不得有接头、压伤和断股现象,电连接线端头外露10~20mm。
4)对于压接式电连接线夹,电连接线不应有压伤和断股现象。
5)电连接线夹的材质和规格须与被连接线索相适应,优先采用压接型式。
6)电连接线夹与接触线、承力索、供电线之间连接牢固,线夹内无杂物。
7)承力索、接触线电连接线夹压接后应端正,符合压接标准。接触线电连接线夹在直线处应处于铅垂状态,在曲线处应与接触线的倾斜度一致。
8)工作支接触线电连接线夹处接触线高度与最近相邻吊弦点高度相等,允许偏差0~5mm。
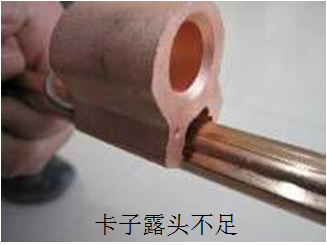
9)压接式接触线电连接线夹与线槽契合的U形螺纹卡子应平行压接于线槽内,不得跳出接触线线槽。U形螺纹卡子应保证卡子插入后,另一端露头1~3mm。
10)电连接线夹与线索接触面均应涂电力复合脂。


线夹打磨及清洁 涂抹导电油脂
11)承力索与接触线间的电连接长度满足要求(承力索与接触线间距离+150mm);锚段关节两承力索间电连接长度及驰度符合温度变化要求(两承力索间距+600mm);不得与邻近吊弦及电连接本体发生互磨。


预留过松 预留过紧
注意:过松、过紧的电连接线很容易导致运行时发生线夹脱落及打弓事故。
12)极限温度条件下,交叉跨越线索间距不足200mm的处所应加装等位线。等位线及其连接线夹应与被连接线索材质匹配,截面积不小于10mm2。
13)锚段关节处、馈线上网处、隔离开关引线与接触线相连处,须使用双电连接线夹。
14)锚段关节电连接距转换柱10m;股道电连接距软横跨5m;线岔电连接一般安装在线岔工作支侧两承力索间距400~500mm处,误差不大于500mm。
2、设备检查
1)检查电连接器安装位置、偏移、截面是否符合要求。


注意:接触线电连接线夹与轨面的偏斜不得大于15度。否则可能会导致受电弓与线夹侧面干涉,造成打弓事故。
2)检查电连接器是否有断股、烧伤、整理罗盘圈。
3)检查电连接线夹接触是否良好、楔子是否打紧、螺栓是否紧固,并涂油。


4)打开电连接线夹,检查线夹内壁是否氧化,接触面是否光洁、有无麻点和烧伤痕迹;检查线索夹持部分是否光洁、有无氧化和烧伤痕迹或断股现象。
5)检查电连接线的预留量是否符合安装标准,能够满足温度变化时承力索、接触线伸缩的要求。
6)检查接触线电连接线夹是否有变色、是否落槽、压接是否密贴、卡子露头是否为1-3mm。
7)检查承力索电连接线夹压接情况、检查衬垫安装是否正确、有无缺失。
8)检查线夹是否有高温灼伤变色痕迹,检查测温片有无变色,贴温片应贴在人员易观察到的位置。
9)用手顺线路轻拉电连接,用木锤或橡皮锤敲击电连接线夹,检查电连接线夹是否松动。
三、电连接检修
1、贴温片缺失或失效:补装或更换。
2、电连接线弛度过大的通过绑扎铜扎丝进行处理,引线弛度过小的重新压接。
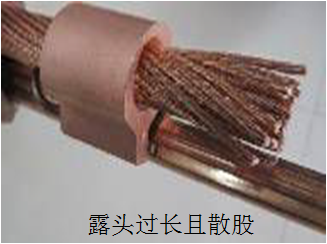
3、对于电连接断股缺陷,直接对电连接进行更换;对于电连接散股缺陷,利用铜绑扎线进行绑扎处理,绑扎宽度不少于50mm。
4、工作支接触线电连接线线夹与轨面不水平,左右偏斜大于15°时,对接触线进行扭面校正。
5、电连接线夹裂纹、松动、螺纹卡子外漏不符合规定(未露头或露头大于3mm),承力索电连接线夹中夹板安装方向错误,电连接线夹状态不良应重新压接电连接线夹。
6、电连接线更换流程
1)电连接拆除、压接前准备
(1)拆除电连接线夹可采用专用拆卸工装模具或手工锯,不得采用电锯等大发热量拆除方法,以免损伤导线。
(2)准备电动液压泵及配套的压接钳及相应线夹的压接(拆卸)模具,出工前检查器具相应参数及设备使用状态良好及各项工具备品准备。
(3)测量并确认新装电连接位置及长度。(安装长度按照承力索上电连接安装好后,垂下电连接比导线低150mm 预留,断线处用胶带封牢以防散股。两承力索之间的弛度控制:当两承力索间距小于1 米时,电连接最低点距工作支承力索高差按450mm 控制,当两承力索间距大于1 米时,电连接最低点距工作支承力索高差按500mm 控制。)
2)接触线线夹拆除
将拆卸模装在液压钳上,将需拆卸的线夹放在模具对应位置,启动电动液压泵,下模刃口移动,沿接触线处侧切开线夹一侧的卡口,从而使压接失效,线夹与接触线分离。(拆卸时应注意下模刃口切入位置,防止损伤接触线。)
3)承力索线夹拆除
将拆卸模装在液压钳上,将需拆卸的线夹放在模具对应位置,启动电动液压泵,下模刃口移动,沿电连接线外侧切开线夹背部,从而使线夹断开,线夹与承力索分离。
4)接触线电连接线夹安装
(1)用砂纸打磨安装处的线索、电连接线表面及电连接线夹、中夹板,去掉零件及线索表面氧化层,直至呈金属亮色;打磨后用软刷清理干净打磨的粉末等杂物,确保压接部位清洁。
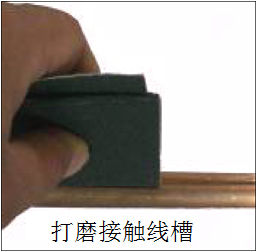


(2)对安装处接触线沟槽表面、线夹内表面及通孔等处分别均匀的涂一层导电膏。


(3)将卡子的两肢稳固地卡在接触线上需安装线夹部位的沟槽内,卡子的开口朝向机车前进方向;稳固后的卡子轻轻扳动应不会脱槽,如卡子轻扳掉落则需重装卡子或更换卡子。

(4)将电连接端头穿入电连接线夹上部的圆孔内,在另一端露头(10mm<露头量<20mm)并用铜线绑扎5道并绑扎线头,防止压接时散股,绑扎好后去除胶带,防止胶带等绝缘物压入线夹里,影响电气性能。
(5)将带有电气连接线的线夹本体顺导线方向滑动,使下部卡线口从螺纹卡子的开口端移动到螺纹卡子的折弯端,卡子开口端在线夹外露头1-3mm。

(6)将组配好的线夹置于压接钳的模具中间,放好上模,穿上销钉固定上模。
确认线夹组成、位置正确后;启动电动液压泵,开始加压。
为确保线夹压接质量,在下模快将近接触到线夹前应使用寸动(点动)加压。同时注意观察线夹在模具型腔中的前后、左右相对位置。线夹必须在模具中间并左右对称,模具对称中心面与接触线、线夹的中心对称面重合一致,否则应移动、转动压接钳调整位置,防止偏压、伤线,影响压接效果甚至压接无效。
当下模接触到线夹后,关掉电源开关,开始对线夹安装质量状况进行检查,发现线夹不正、卡子跳槽、露头过长过短,电连接线露头过长过短等问题要取下模具和压接钳,重新对线夹进行调整,调整无误后再进行压接。
(7)压接后检查、确认压接效果。从接触线底面至线夹项面的总高度尺寸:150m㎡接触线约为39-40mm,120m㎡接触线约为37-38mm。压接后的线夹最大宽度为26-27mm,不符合尺寸的应予以更换;压接后的电连接线夹不得出现裂纹,一旦发现有裂纹应立即更换;电连接线与接触线电连接线夹压接孔内不允许存在胶带等影响电气性能的夹杂物。
5)承力索电连接线夹安装
(1)用砂纸打磨安装处线索、电连接线表面及电连接线夹、中夹板,去掉零件及线索表面氧化层,直至呈金属亮色;打磨后用软刷清理干净打磨的粉末等杂物,确保压接部位清洁。
(2)对安装处接触线沟槽表面、线夹内表面及通孔等处分别均匀的涂一层导电膏。
(3)将线夹本体挂在承力索压接处,电连接线穿过线夹,使线夹本体带沟槽的一边在直径较小的一侧,穿入中夹板,中夹板两端与线夹本体面平齐,中夹板圆弧与相应该的线索配合,并使用打有型号标识的一侧朝外。

(4)安装原则:直径小的线装在线夹本体短边一侧(有沟槽标记),直径大的装在线夹本体长边一侧(无沟槽标记),当承力索与电连接直径相差不多时,应当将承力索装在线夹本体长边一侧,电连接线装在短边一侧。
中夹板标识说明:安装时应保证中夹板在线夹的中间位置,标有“A、B、C、D”的一侧朝内,标有“95f”等标识的一侧向外,打有标识一侧的圆弧分别与对应该线型配合,如斜面上打有“95f”一侧的圆弧与95电连接线配合,打有“120f”一侧的圆弧与120电连接线配合。
(5)用细铜线绑扎5道并绑扎好线头,防止压接时散股,绑扎好后去除线头上的胶带。
(6)将组配好的线夹置于压接钳的模具中间,放好上模,穿上销钉固定上模。确认线夹组成、位置正确后,启动电动液压泵,开始加压压接,直至模具闭合,保持5秒后卸压松开模具。
(7)压接方法及工艺要求与接触线线夹一致,压接完成后要按照承力索电连接线夹检查标准进行检查、测量 压接效果。
(8)承力索电连接线夹两侧需用电连接本线进行绑扎,绑扎宽度不少于50mm,绑扎点距离承力索线夹100mm。
6)压接注意事项
(1)120型模具可压接120m㎡、85m㎡接触线,150型模具压接150m㎡接触线,严禁使用不对应的模具压接不对应线夹,禁止承力索压接模具和接触线压接模具交叉使用。
(2)导电油脂涂抹后应尽快进行压接,不得在空气中长时间停留,否则导电油脂中的导电金属基元素被氧化,影响电连接线夹的电气性能。一般要求导电油脂在空气中暴露的时间不得超过30分钟。
四、主要安全风险控制事项
1、严格执行材料清点制度,上线、撤离线路前均需对材料进行清点,作业中应做好工具材料保管工作,不得抛掷工具材料。
2、夜间作业必须严格执行夜间作业劳动安全规定,携带足够的照明灯具;
3、加强作业面转换时人身安全盯控,防止高空坠落伤人。
4、拆卸电连接线夹应采用专用拆除工具,拆除时,应边压边注意观察,防止模具刃口伤到接触线或承力索,拆下的电连接线夹不能再使用。
5、其他安全卡控措施严格按照《高速铁路接触网安全工作规则》(铁总运[2014]221号)相关要求执行。

