
任务二 接触线检修
任务描述:
本任务主要介绍接触线及接触线断线故障抢修的基本知识,要求掌握接触线中间接头的制作及补强的制作工艺。
一、接触线
接触线是接触网中直接和受电弓滑板摩擦接触取流的部分,电力机车从接触线上取得电能。接触线的材质、工艺及性能对接触网起着重要的作用,要求它具有较小的电阻率、较大的导电能力;要有良好的抗磨损性能,具有较长的使用寿命;要有高度的机械性,具有较强的抗张能力。接触线外形如图所示。

接触线示意图
接触线制成上部带沟槽的圆柱体,沟槽式为了便于安装固定接触线的线夹,同时又不影响受电弓取流。接触线底面与受电弓接触的部分呈圆弧状。
1、接触线的技术参数
铜接触线型号一般以以C□□表示,其中各位的含义如下。
第一位:C表示接触线
第二位:表示材料(T-铜;TA-铜银合金;TAH-高强度铜银合金;TS-铜锡合金;TM-铜镁合金;TMH-高强度铜镁合金)
第三位:表示规格(标称截面积数值)
接触线截面结构如图所示,各类数据分别表示为A-截面直径(高度);D-(沟)槽底间距;R-圆角半径;B-截面宽度;E-(沟)槽尖间距;H-上斜角;C-头部宽度;K-头部高度;G-下倾角。

接触线截面示意图
铜合金接触线小面存在型号识别沟槽,三种沟槽分别代表三种不同的合金类型,沟槽数量及结构如图所示。

接触线型号识别沟槽示意图
2、接触线材质
1)铜接触线
我国电气化铁路建设初期,采用的是铜接触线。目前使用较多的型号为CT-120、CT-110和CT-85型。CT-120、CT-110型主要用于站场正线和区间,CT-85型主要用于站场测线。
2)铜合金接触线
随着电气化铁路的大幅度提速和高速电气化铁路的建设,进入20世纪90年代以后,我国研制了CTAH-110型、CTAH-120型银铜合金接触线(也称为AgCu110,AgCu120),MgCu-120型镁铜合金接触线也有使用。
银铜合金接触线与铜接触线相比,具有热软化特性高、奶高温的特点,从而适合于大电流及最高时速可达250km的运行条件;镁铜合金接触线应于列车更高速运行的环境。
铜合金接触线以其抗拉强度高、耐高温性能好的优势逐渐被人们所认可,目前已成为我国繁忙干线或提速干线接触导线的主流产品。
3、接触线技术性能
高速接触网要求受流性能好、稳定性能好、抗张性能好、导电性能好、电流强度大的人接触,因而要求具备下述主要技术性能。
1)较高的抗拉强度
抗拉强度是接触线的主要技术性能指标。一般要求抗拉强度在500N/mm²左右。在考虑选择高强度材料以提高其应力的同时,还要注意其线密度要低。提高接触线张力,是目前各国普遍采取的技术措施,它可以有效地提高接触线的波动速度,同时相应地提高列车运行速度。提高接触线的张力以后,可以得到两个附加效果:第一,可以相应地限制高速运行时的动态升量;第二,可以提高弹性系数的不均匀度,使跨中的弹性得以有效降低,约为0.5mm/N,而悬挂点处约为0.4mm/N,从而使弹性在整个跨距内趋于一致,大大降低了弹性不均匀系数。
2)较低的电阻系数
在高度接触网中,电流强度一般要求较大。通过增大接触线截面积满足负载电流增大的要求是有局限性的。虽然增大接触线截面积可以有效提高拉断力,增大载流量,相应地降低温升。但是过大地增大接触线的截面积会产生两个负面效果:第一,使接触线密度增加,从而降低了波动速度,最终限制了行车速度;第二,使架设时的不均匀性及平直性的危险增加,出现硬弯、扭转后很难取直、整正。目前,德国在研制Re330型接触悬挂时,把接触线的截面积限制在120mm²以下,以防止由此产生的负面影响。
因此,在额定的电压和有限的截面积条件下,只有降低接触线的电阻率,才能获得较大的电流强度。一般在工作温度20ºC时,电阻率应控制在0.01768~0.0200Ω.mm²/m范围内,以适应流经大电流的需要。
3)较好的耐热性能
高速接触网一般都具有列车运行速度快、密度大、持续时间长的特点。因此,接触线内长时间流经大电流,在持续流过大的载流量以后,会引起导线发热,当温升达到一定程度时,导线的材质会软化,硬度会降低,严重时,接触中会产生因温度影响形成的蠕动性伸长,从而破坏正常的受流。因此,选择的接触线材质应具有良好的耐热性能,一般要求软化点在300ºC以上,以适应较高载流量。
4)较强的耐磨性能
二、接触线的主要技术要求
1、接触线非工作支和工作支定位器、定位管间的间隙不应小于50 mm,螺栓紧固力矩值符合设计要求。
2、接触线磨耗和损伤后不能满足规定的机械强度安全系数或不能满足该线通过的最大电流时(≧20%),则应更换。
3、接触线拉出值/之字值(含最大风偏时跨中偏移值)
标准值:设计值
标准状态:标准值±30mm
警示值:400mm
限界值:450mm
4、接触线高度
标准值:设计值
标准状态:标准值±30mm
警示值:标准值±60mm
限界值:标准值±100mm 且小于6500mm
5、接触线局部磨耗、变形及损伤
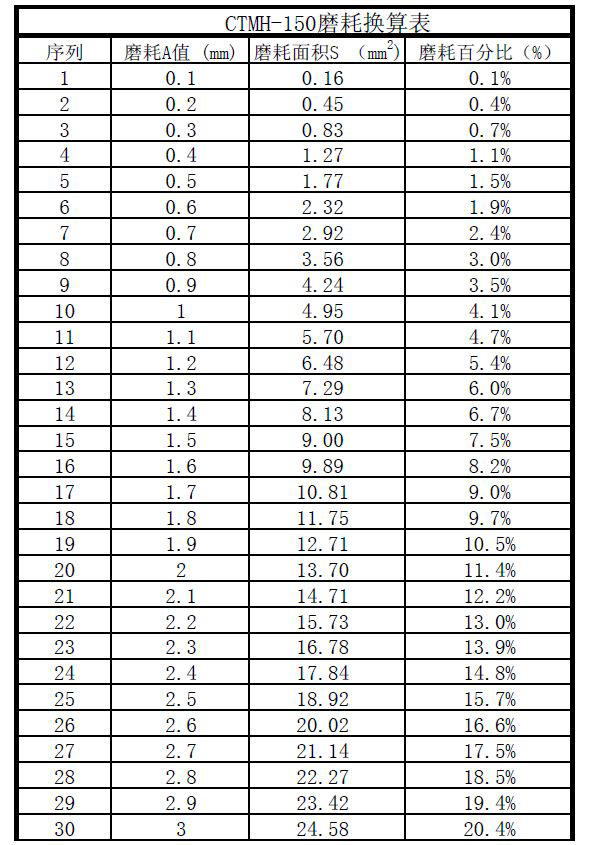
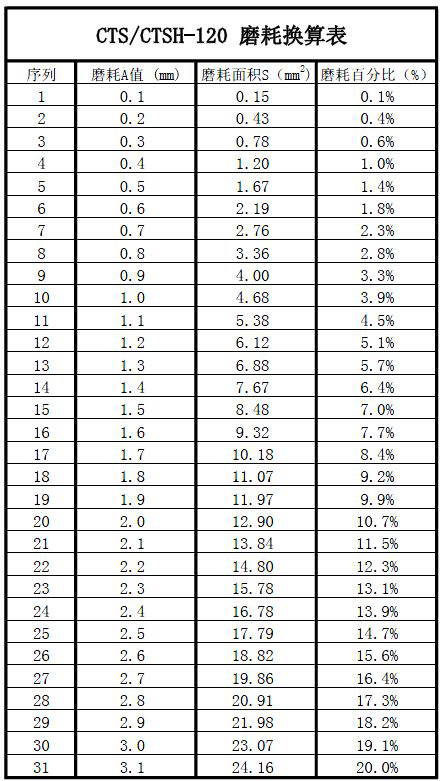
1)接触线允许最大局部磨耗面积:
| 设计速度 | 导线材质 | 工作张力 | 标准值 | 警示值 | 限界值 |
| 300-350 | CTSH-150 | 28.5kN | 无磨损 | 11% | 15% |
| CTMH-150 | 28.5kN | 无磨损 | 17% | 23% | |
| CTMH-150 | 30kN | 无磨损 | 14% | 19% | |
| CTCZ-150 | 31.5kN | 无磨损 | 19% | 25% | |
| CTCZ-150 | 33kN | 无磨损 | 16% | 21% | |
| RiM 120 | 27kN | 无磨损 | 13% | 17% |
接触线局部磨耗达到或超出限界值,立即进行更换;达到或超出警示值,进行重点监控,纳入三级修(精测精修)更换。
2)接触线扭面角度
标准值:0°
标准状态:5°
警示值:15°
限界值:20°
三、接触线检查
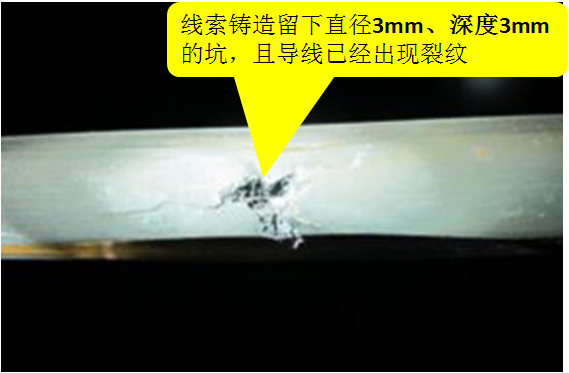
1、检查接触线线面有无扭面,偏磨、明显硬点及线索制造缺陷。
2、检查接触线有无电弧烧伤痕迹。
3、检查接触线终端锚固线夹(关节转换柱处)是否在线夹处划线,原划线处线索是否滑移。接触线终端锚固线夹状态是否良好,线夹本体有无开裂痕迹。

4、检查受伤接触线补强处接头线夹(中锚线夹)状态是否良好,有无明显烧伤、滑移、松脱痕迹。
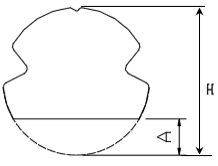
5、测量导线磨耗
1)导线磨耗测量标准(120mm2导线),使用数显游标卡尺纵向垂直导线测量,测量H 值(原始值为12.9mm),磨耗值A=12.9-H。
2)导线磨耗测量标准(150mm2导线),使用数显游标卡尺纵向垂直导线测量,测量H 值(原始值为14.4mm),磨耗值A=14.4-H。
四、接触线维修
1、调整接触线拉出值
卸载定位器(张力较大时使用手扳葫芦);根据该定位处设计拉出值标准调整定位器支座位置,调整时要注意定位坡度、定位偏移及接触线高度符合设计标准,必要时调整定位管位置;调整后复测确认接触线位置。
2、接触线硬点处置
使用接触网五轮校直器、接触线局部校直器进行平直度校正,如下图:

接触线五轮校直器

接触线局部校直器
3、作业步骤:
1)使用五轮校直器,转动收紧轮打开接触线校直器。
2)在靠近接触线硬点附近将接触线校直器安装在接触线上,转动收紧轮关闭校直器(直到将接触线推到和校直器所有校直轮接触,并使校直轮方便移动即可)。
3)用操作手柄沿着要校直的接触线弯曲部位来回移动校直器(几次操作后,如有必要,拧紧收紧轮重复操作)。
4)用接触线平直度测量仪检查接触线平直状态,达不到要求时重复以上操作,直到接触线符合平直要求。
5)操作完成后,打开收紧轮,从接触线上取下校直器。在接触线校直过程中,必要时可将波浪弯区段的吊弦线夹、电连接线夹、定位线夹等全部拆除,待校直完成后再行复原。
6)对于局部硬弯五轮校直器无法校直的情况,可使用局部校直器进行校直。
4、接触线扭面
根据接触线扭面方向将两扭面器分别同向固定在接触线扭面位置两端,在扭面位置处反向固定另一个扭面器,视扭面程度旋转扭面器。松开扭面器,观察接触线线面情况(如果一次调整不到位,重复以上动作),直至接触线面符合要求为止。接触线扭面长度较大时,使用两个扭面器从一端逐步向另一端校正。
五、接触线线头和补强制作
在运营中,要求每年至少进行一次接触线磨耗测试。如发现全锚段接触线平均磨耗超过该型接触线面积的25%时,应全部更换;局部磨耗超过30%时可进行补强;当局部磨耗达到40%时应切换做接头 。
1、接触线接头制作
1)接触线接头线夹
接触线接头线夹按结构不同一般分为JA型和JB型两种,由线夹本体、螺栓等部分组成,其外形及主要尺寸见图,规格型号见表2。
表2 接触线接头线夹型号规格表
| 零件型号 | 适用接触线标称截面mm2 | 参考重量kg |
| JA | 85、110、120 | 1.4 |
| JB | 150 | 1.9 |

接触线中间接头线夹图示
JA型接触线接头线夹最大工作荷重为22kN,JB型为33kN;接头线夹的破坏荷重不小于最大荷重的3倍,即JA型接触线接头线夹破坏荷重为66kN,JB型为99kN;在所连接触线标称拉断力的95%范围内,接触线不应从线夹中滑脱及在线夹内和线夹端口处断线;接头线夹紧固力矩为44N.m~56N.m。
2)接触线接头规定
新架设的车站正线及区间干线上,每个锚段接触线接头不应超过2个,其他接触线不应超过3个(不包括非工作支接头),接头间距不应小于150m。对于旧线锚段长度在800m及以下时不超过4个,锚段长度超过800m时,铜接触线不超过8个(钢铝接触线不超过6个)。
3)接触线接头制作步骤
(1)用断线钳切一段180mm长的新接触线,然后用锉刀将接触线断头及附加导线端头打磨平。
(2)在断头两侧500~1000mm处接触线上擦去油污后安紧线器,并在紧线器受力侧前安紧两个吊弦线夹,以防滑动。
(3)将双钩紧线器(手扳葫芦)及钢丝索分别与紧线器套子相连,紧动手扳葫芦到两断头相距1~2mm时停止紧线。
(4)将接触线两断头用接头线夹的带螺纹侧夹住,两断头均在线夹的中部,并留有1~2mm间隙,然后将附加线安装在接头线夹的无螺纹侧。
(5)将接触线工作面和附加线面调正后,从螺纹侧穿入螺栓并紧固,紧固顺序按图所示,扭矩为54N.m。

接触线接头线夹螺栓紧固顺序图
(6)用木锤或橡胶锤调整接触线工作面和附加线线面平正,线夹端正。
(7)稍松一下双钩紧线器(手扳葫芦)使接头受力。如果线夹不端正或过渡不平滑,则用导线整正器整正并用平锉打磨,或紧线重新制作。确定线夹无异状、无滑动且接触良好后,完全松开并撤除所有紧线工具。
(8)再次紧固线夹各螺栓。安装接头线夹上的环节吊弦并调整接触线高度。接头处接触线高度比两侧吊弦接触线高度略高。
2、接触线补强制作
1)用断线钳切一段1200mm长的新接触线,然后用锉刀将接触线两端锉平。
2)使用三个接触线补强线夹将新接触线与被补强接触线并接起来,三个补强线夹间距300mm,两头预留接触线300mm向上折弯处理。如图所示。

接触线补强安装示意图
3)在中间的补强线夹左侧或右侧安装一根新的吊弦。
六、接触线断线故障的处理
能引起接触线烧损原因有:硬点、导电回路不通、安全距离不够、接触网线索存在非正常电流转换、拉弧、短路等。
1、临时处理
若断线点两侧吊弦没有拉断,两侧断头距离较近,可用手扳葫芦和紧线器直接将导线紧起。用电联接短接,保证接触线高度不低于6330mm,送电降弓通过,如图所示。
.JPG")
接触线断线故障处理图示(两侧吊弦未断)
若吊弦拉断,导线断头落地,两断头距离较远,则先用滑轮组和紧线器将导线拉起,再用手搬葫芦和紧线器将导线紧起,拆除滑轮组。用电联接短接,保证接触线高度不低于6330mm,送电降弓通过。如图示所示。

滑轮组将导线拉起示意图

利用链条葫芦将导线临时固定示意图
2、一般处理
做接触线中间接头达到技术状态,如图所示,

利用链条葫芦承力索做接头示意图
注意:升降弓标按规定距离设置,严防因标志设置错误导致电力机车停入故障区,如图所示。

升降弓设置示意图
七、主要安全风险控制事项
1、严格按照调度命令要求的时间作业,不得臆测进入线路内;
2、上线作业严格执行材料清点制度,上线、撤离线路前均需对材料进行清点,作业中应做好工具材料保管工作,不得抛掷工具材料;
3、夜间作业必须严格执行夜间作业劳动安全规定,携带足够的照明灯具;
4、严格做好防高空坠落措施,作业前确认安全带状态良好,正确使用安全带;
5、严禁脚踩定位器、定位管、接触线;严禁使用作业车平台将接触线向上顶起;
6、作业人员注意站在导线曲线外侧,防止接触线滑脱伤人;
7、各部螺栓紧固时应注意交替紧固,受力均匀,紧固过程中不能咬扣, 严格按照对角紧固的原则以及螺栓力矩要求进行紧固作业;
8、进行接触网悬挂的调整工作时,要有防止线索滑脱措施,且作业人员不宜位于线索受力方向的反侧;
9、保护条和接续条的安装必须符合相应规定,严禁将保护条代替接续条使用;
10、加强高空人员作业面转换时人身安全盯控,防止高空坠落伤人;
11、其他安全卡控措施严格按照《高速铁路接触网安全工作规则》(铁总运[2014]221 号)相关要求执行。

