
一、课程导入
课程名称:钳工
课程性质 专业基础课、实践课、必修课
课程的内容 钳工专业知识及专业技能。
课程的目的 使同学们通过实习搞清工件的切削加工过程,同时通过实习深刻理解所学的专业理论知识,通过学习为今后所开的一些理论和实训课奠定基础,提高我们的动手能力。
二、实训须知
1.纪律要求
⑴严格遵守作息时间
⑵保持良好的课堂秩序 举止文明卫生。
⑶服从安排,听从指挥,遵守钳工操作规程。
2.安全注意事项
安全事项 企业生产中,强调安全,实习亦如此。
⑴使用设备前必须对所使用设备的状态做到心中有数,懂得工作原理和使用方法,掌握其操作规程。
⑵操作时,穿戴好防护用具,遵守操作规程,精力集中,熟悉周围环境,两人以上操作时要分工明确,必要时要有监护。
⑶工作前对所需用的工具须进行检查,防止发生意外危险。
⑷使用手工电动工具时,应遵守安全操作规程。戴上绝缘手套。
3.文明生产
实训中工量具要摆放有序,不能随意互相叠放,不得将工量具等实训室物品带出实训室。要按所分配的工位进行操作。要爱护工具,懂得工量具的保养知识,要按操作规程使用工量具。
使用量具时,轻拿轻放,不许与工具混放在一起,用完放入专用包装盒内。不准将量具作为工具使用(专一使用),要按操作规程使用。
每天实训结束后要将本工位清理干净,台钳的位置要调整好,认真做好值日工作。
三、相关知识
(一)钳工概述
1.钳工工种的产生及定义
手工制作劳动工具开始,随着社会生产力的发展,人们能够用手工工具制作一些金属器械,当机械工业形成规模以后,钳工从单独的手工加工逐渐分离出来,主要从事安装、装配、维修和机械方法不便完成或难以完成的工作。
钳工 是使用钳工工具或设备,按技术要求对工件进行加工、修整、装配的工种。
2.钳工分类及工作任务
机械工业的发展,钳工的工作范围广泛,要求掌握的知识和技能逐步提高,从而形成钳工分工。
装配钳工 工件加工及装配
机修钳工 安装调式和维修
工具钳工 工具、夹具、量具、辅具、模具、刀具的制造和修理
3.钳工基本技能
钳工技能是指完成某种加工所需要的技术。无论哪一种钳工,要完成本职任务首先要掌握钳工的基本技能,包括划线、錾削、锉削、锯削、钻孔、扩孔、锪孔、铰孔、攻丝和套丝、矫正和弯形、铆接、刮削、研磨以及基本测量技能和简单的热处理。
4.钳工设备
(二)锉削
1.定义 用锉刀对工件表面进行切削加工,使其尺寸、形位精度和表面粗糙度等都达到要求,这种加工方法叫锉削。
2.技术要求
(1)尺寸 符合图样加工的要求。要注意偏差的要求。
使用量具:一般精度0.01~1mm用千分尺、或游标卡尺。检查角度用万能角度 尺。有高精度要求的工件还要使用量块等精密量具。
(2)形状误差 零件外形都具有规则的几何形状,有平面和曲面两种,要通过一定的方法进行检查。
1)平面的检查 平面形状用平面度大小来确定质量。
平面度误差是指被测实际表面相对其理想平面的变动量,公差带是距离为公差值为t的两平行平面之间的距离。

检查方法:使用刀口尺,如图示

刀口尺的使用注意事项:
防止磨损使测量精度下降。
2)曲面的检查 曲面有圆弧、圆锥、球面
用专用样板,如内外圆弧的检查用。
(3)位置误差 两面之间的位置关系,平行关系、垂直及成一定角度的关系。
平行度、垂直度、倾斜度三项
1)垂直度 在给定一个方向时,公差带是距离为公差值t,且垂直于基准平面的两平行平面之间的区域;当给定两个互相垂直的方向时,是正截面为公差值t1×t2,且垂直于基准平面的四棱柱内的区域。
垂直度误差通过与直角尺相互垂直的两个表面进行比较而确定。

2)平行度 公差带是距离为公差值t且平行于基准面的两平行平面之间的区域。
检查方法 百分表
3)倾斜度(∠)定义
用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。

1. 表面粗糙度要求
(4)表面粗糙度
1)概述 表面粗糙度是指加工表面具有的较小间距和微小峰谷的不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。
表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。
表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用寿命和可靠性有重要影响。因此零件加工对表面粗糙度都有明确的要求,但也要从经济性进行考虑。
 2)表面粗糙度及表达方法
2)表面粗糙度及表达方法
i评定参数
a.算术平均偏差Ra
在取样长度内,纵坐标绝对值的算术平均值
b.轮廓最大高度Rz
同一取样长度内,最大轮廓峰高与最大轮廓峰谷深之和的高度
ii.标注
a.基本符号 ![]() 用任何方法获得的表面,Ra最大允许值为1.6μm
用任何方法获得的表面,Ra最大允许值为1.6μm
b去除材料符号 ![]() 用去除材料方法获得的表面,Ra最大允许值为1.6μm, Ra省略不标。
用去除材料方法获得的表面,Ra最大允许值为1.6μm, Ra省略不标。
c不去除材料符号 ![]() 不去除材料获得的表面。
不去除材料获得的表面。
iii检查方法
表面粗糙度检测仪器、样板
3.锉削加工特点:
锉削一般是在錾、锯之后对工件进行的精度较高的加工,其精度可达到0.01mm,表面粗糙度可达Ra0.8μm。
锉削的应用范围很广,可以加工工件的内外平面、内外曲面、内外角、沟槽和各种复杂形状的表面。在现代工业生产的条件下,仍有一些不便于用机械加工,需要用手工锉削加工。例如装配过程中对个别零件的修整、修理,小量生产条件下某些复杂形状的零件加工,以及样板、模具加工。所以锉削仍是钳工的一项重要的基本操作。
4.锉刀
(1)材料和结构 锉刀由碳素工具钢 T12 、 T13 或 T12A 、 T13A 制成,经热处理淬硬,其切削部分的硬度达 62 HRC 以上。

由锉柄和工作部分组成。木柄装在刀舌上构成锉柄。锉刀材料脆而硬,适用于加工一般硬度的材料,不可用来加工淬硬的材料,硬表皮等。要防止落地,不能叠放,防止受潮,遇水。
(2)锉刀的种类
1)钳工锉
平锉、方锉、三角锉、半圆锉和圆锉等五种。
2)异形锉
刀口锉、菱形锉、扁三角锉、椭圆锉、圆肚锉等。异形锉主要用于锉削
工件上特殊的表面。
3)整形锉(什锦锉)
主要用于修整工件细小部分的表面。
5.锉削操作要领
(1)锉刀握法
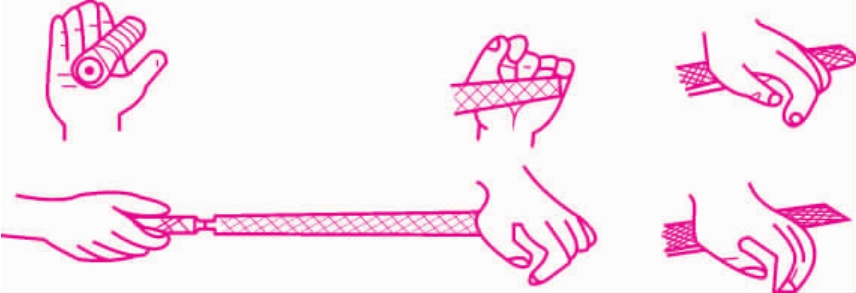
大于 250 毫米( 10 英寸)平锉的握法是:右手紧握锉刀柄,柄端抵住在拇指根部的手掌上,大拇指放在锉刀柄上部,其余手指由下而上地握着锉刀柄;左手的基本握法是将拇指的根部肌肉压在锉刀头上,拇指自然伸直,其余四指弯向手心,用中指、无名指捏住锉刀前端。右手推动锉刀并决定推动方向,左手协同右手使锉刀保持平衡。
(2)姿势动作
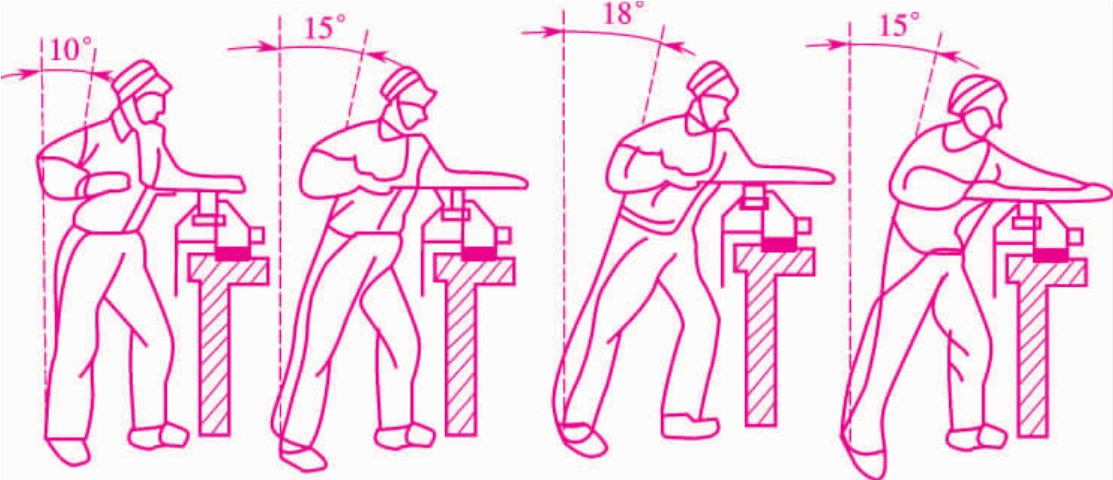
两手握住锉刀放在工件上面,左臂弯曲,小弯与工件锉削面的左右方向保持基本平行,右小臂要与工件锉削面的前后方向保持基本平行,但要自然,锉削行程,身体应与锉刀一起向前,右脚伸直并稍向前倾,重心在左脚,左膝部呈弯曲状态,锉刀回程,当锉刀锉至约四分之三行程时,身体停止前进,两臂则继续将锉刀向前锉到头,同时,左腿白然伸直并随着锉削时的反作用力,将身体重心后移,使身体恢复原位,并顺势将锉刀收回;当锉刀收回将近结束,身体又开始前倾,作第二次锉削的向前运动。
(3)锉削时两手的用力和锉削速度
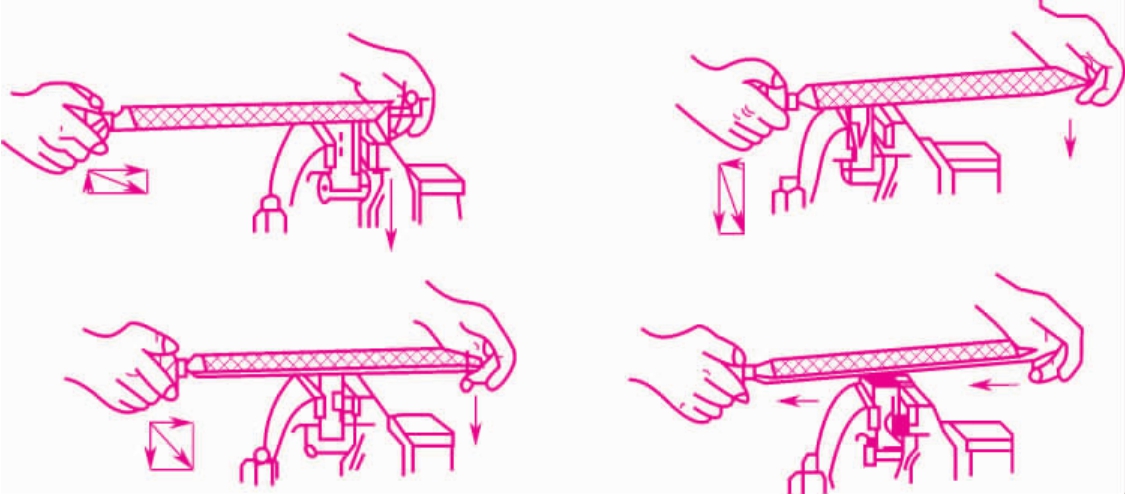
要锉出平直的平面,必须使锉刀保持平面的锉削运动,为此,锉削时右手的压力要随锉刀推动而逐渐增加,左手的压力要随锉刀推动而逐渐减小,回程时不加压力,以减少锉齿的磨损。
锉削速度一般应在 40 次/分左右,推出时稍慢,回程时稍快,动作要自然协调。
三、任务实施
1.锉削姿势训练
2.锉削立方体基准平面

(1)图样分析:
1)加工面和非加工面
2)加工的尺寸要求
3)形位公差要求
4)技术加工优先保证
5)粗糙度要求
6)加工基准
(2)加工步骤
1)划线
2)锉削
(3)检查
平行度 目测
粗糙度 样板
尺寸 游标卡尺

四、小结

