
一、课程导入
任务图样

加工方法:粗加工锯削、精加工锉削
加工步骤:确定加工界限,锯削,锉削。
二、划线
1.划线的定义
划线就是根据加工要求,在材料或半成品表面上准确地划出加工界线的操作。 广泛用于单件或小批量生产或用于加工或装配时的基准和找正线。
2.划线的作用
(1)确定工件的加工余量,使加工有明显的尺寸界限。
(2)为便于复杂工件在机床上的装夹,可按划线找正定位。
(3)能及时发现和处理不合格的毛坯。避免不必要的加工浪费。
(4)当毛坯误差不大时,可通过借料划线的方法进行补救,提高毛坯的合格率。
3.划线的种类
(1)平面划线 只需要在工件一个表面上划线后即能明确表示加工界线的,称为平面划线;
(2)立体划线 需要在工件几个互成不同角度(一般是互相垂直)的表面上划线,才能明确表示加工界线的,称为立体划线。
4.划线的要求 划线的基本要求是线条清晰均匀,形状、位置准确。由于划线的线条有一定的宽度,一般要求划线精度达到0.25~0.5mm。应当注意,工件的加工精度(尺寸、形状精度)不能完全由划线确定,而应该在加工过程中通过测量来保证。
5.划线工具
(1)划线平台
一般用铸铁制成,用来安放工件。工作表面经过精刨或刮削,也可采用精磨加工而成。它的工作表面应保持水平、具有较好的平面度,是划线或检测的基准。
划线平台要经常保持清洁,不得用硬质的工件或工具敲击工作平面。较大工件划线时要先用板将工件垫起,以防碰伤工作面而影响其平面度及划线质量。
(2)方箱
方箱用铸铁制成,各表面均经刨削及精刮加工,六面成直角,工件夹到方箱 V 形槽中,能迅速地划出三个方向的垂直线来。
(3)划规
划规用工具钢也有用不锈钢制成的,两脚尖端淬硬,或在两脚尖端焊上一段硬质合金,使之耐磨。它的用途很多,可以把钢板尺上量取的尺寸用划规移到工件上,定角度、划分线段、划圆、划圆弧线、测量两点间距离等。
(4)划针
划针一般用Φ3~6mm 弹簧钢丝或高速钢制成,尖端磨成 15°~20°的锥角,尖端淬硬,如在尖端焊接上硬质合金.其尖端锋利程度可保持时间长一些。划针用于在被划线的工件表面沿着钢板尺、直尺、角尺或样板进行划线的工具,有直划针和弯头划针,弯头划针用在直划针划不到的地方。
使用注意事项:
1)划线时针尖要紧靠导向工具的边缘,上部向外侧倾斜 15°~20°,向划线方向倾斜约 45°~75°。
2)针尖要保持尖锐,划线要尽量做到一次划成,使划出的线条既清晰又准确;
3)不用时,划针不能插在衣袋中,最好套上塑料管不使针尖外露。

(5)样冲
样冲用于在己划好的线上冲眼,以加强划线标记、还用于圆弧中心或钻孔时的工具(划规、钻头)定位。样冲一般用工具钢制成,尖端部位淬硬,也可以用较小直径的报废铰刀、丝锥等改制。
(6)V形铁
V 形铁用铸铁或碳钢精制而成,相邻各面互相垂直,主要用来支承轴、套筒、圆盘等圆形工件,以便于找中心与划中心线,保证划线的准确性,同时保证了稳定性。
(7)高度游标卡尺
用来测量零件的高度和划线。
6.划线涂料
为使工件表面上划出的线条清晰,一般在工件表面的划线部位涂上一层薄而均匀的涂料。
7.划线操作
(1)确定划线表面及表面处理,确定划线基准
(2)表面涂色
(3)以加工过的平面为基准,先划平行线,再划垂直线

三、锯削
定义:用手锯将金属材料锯断或切槽的操作。
学习锯削就是如何使用手锯,充分发挥锯条的寿命,锯缝平直、不易疲劳。
1.锯削工具
手锯,由锯弓子和锯条组成。
(1)锯弓子 活动式和固定式,用于夹持和张紧锯条
(2)锯条
1)锯条材料 碳素工具钢或合金工具钢
2)锯条的规格 长度 常用300mm 宽度11厚度0.75
3)锯齿的切削角度 前角γ0=0°,后角α0=40°,楔角β0=50°。


4)锯路 锯齿沿长度方向呈波浪形的排列叫做锯路。作用是减小锯条与锯缝间的摩擦。
5)锯条的正确选用
细齿(l.1毫米)锯削硬材料或薄的材料(如工具钢、合金钢、各种管子、薄板料、角铁等)
中齿(1.4毫米)锯削中等硬度材料,例如低碳钢
粗齿(1.8毫米)锯削软材料(如紫铜、青铜、铝、铸铁)或厚的材料
支撑。否则,切下的部分落下易砸在脚上。
2.锯削操作要领
(1)工件夹持 锯缝线应在台钳口左面,保持铅垂位置,离钳口侧面大约20mm。工件必须夹牢,对已加工表面必须用软钳口夹持。防止被夹坏。
(2)安装锯条 齿尖朝向为朝前倾斜、锯条张紧要适当,不能过松和过紧,锯条表面不能扭曲。
(3)起锯
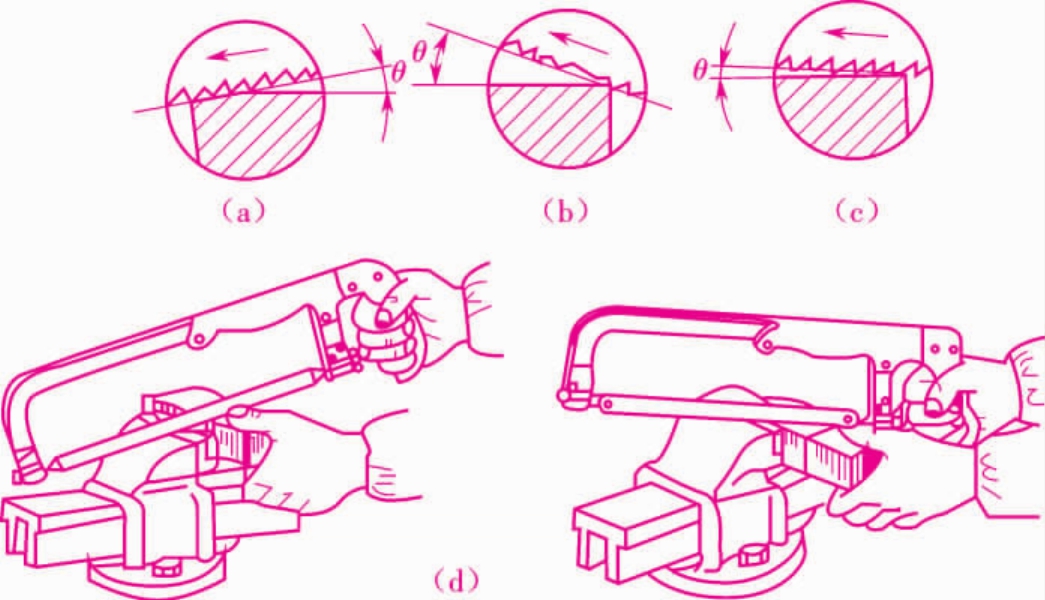
右手握满手柄,锯条置于锯削位置,形成15度的起锯角度,左手母指抵住锯条进行小行程前推,压力要小。形成锯缝后进行正常的锯削过程。
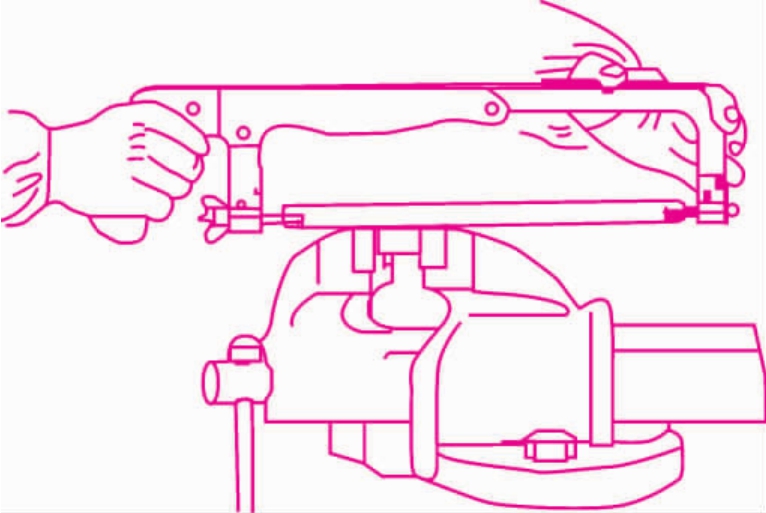
(4)手锯的握法
右手满握锯弓手柄,大拇指压在食指上。左手控制锯弓方向,大拇指在弓背上,食指、中指、无名指扶在锯弓前端,见下图。
(5)锯削姿势 同锉削。
(6)压力
(7)运动和频率
一般采用小幅度的上下摆动式运动。向前推进时,身体略向前倾,双手随着压向手锯的同时,左手上翘,右手下压;回程时,右手上抬、左手自然跟回。对锯缝底面要求平直的锯割,必须采用直线运动,工作频率为40次/分。
3.锯削安全
(1)必须注意由于锯条装得过松或过紧,或锯割时压力太大使锯条折断,锯条从弓架上跳出伤人。
(2)当锯割将完成时,必须用手扶着被锯下的部分,对较重工件还可用支架支撑。否则,切下的部分落下易砸在脚上。
4.锯削操作
(1)锯条安装练习
(2)工件夹持
(3)起锯
以加工界线为参考,留出锉削量,起锯。起锯完成后认真检查锯缝是否偏斜,要根据偏斜量,调整锯弓子方向。
(1)正常锯削
正常锯削是正确确定锯弓子方向后,按锯削的操作姿势和动作完成锯削任务,在过程中要经常检查锯缝是否偏斜,若产生偏斜要进行纠正。
锯削要求:锯缝平直,不产生废品。

三、小结

