
工具钢是用来制各种工具的钢种。按用途可分为刃具钢、模具钢和量具钢。
一、刃具钢
㈠ 用途
主要用于制造各种金属切削刀具,如车刀、铣刀、刨刀及钻头等。
㈡ 性能要求
① 高硬度:刃具硬度必须大于被切材料硬度,一般要求HRC>60。② 高耐磨性:耐磨性不仅取决于硬度,同时还与钢中硬质相的性质、数量、大小和分布有关。③ 高热硬性(或红硬性):热硬性是指钢在高温下保持高硬度的能力。要求高的热硬性是为了防止刀具在高速切削时因摩擦升温而软化。④ 足够的韧性:避免刃具在受冲击震动时发生崩刃或脆断。
㈢ 常用刃具钢
1、碳素工具钢
碳素工具钢为高碳钢,其含碳量为0.65~1.35%,随含碳量提高,钢中碳化物量增加,钢的耐磨性提高,但韧性下降。碳素工具钢牌号、成分及用途示于表6-13。
表6-13 碳素工具钢的牌号、成分及用途(GB 1298-1986)
牌号 | 化学成分,% | 退火硬度HB不大于 | 淬火温度,℃ | 淬火硬度 HRC | 用 途 举 例 | ||||
C | Si | Mn | S | P | |||||
不大于 | |||||||||
T7 | 0.65~0.74 | ≤0.35 | ≤0.40 | 0.030 | 0.035 | 187 | 800~ 820 | ≥62 | 承受冲击,韧性较好、硬度适当的工具,如扁铲、冲头、手钳、大锤、改锥、木工工具、压缩空气工具 |
T8 | 0.75~0.84 | ≤0.35 | ≤0.40 | 0.030 | 0.035 | 187 | 780~ 800 | ||
T8Mn | 0.80~0.90 | ≤0.35 | 0.40~ 0.60 | 0.030 | 0.035 | 187 | 同上,但淬透性较大,可制断面较大的工具 | ||
T9 | 0.85~0.94 | ≤0.35 | ≤0.40 | 0.030 | 0.035 | 192 | 760~ 780 | 韧性中等,硬度高的工具,如冲头、木工工具、凿岩工具 | |
T10 | 0.95~1.04 | ≤0.35 | ≤0.40 | 0.030 | 0.035 | 197 | 不受剧烈冲击、高硬度耐磨的工具,如车刀、刨刀、丝锥、钻头、手锯条 | ||
T11 | 1.05~1.14 | ≤0.35 | ≤0.40 | 0.030 | 0.035 | 207 | |||
T12 | 1.15~1.24 | ≤0.35 | ≤0.40 | 0.030 | 0.035 | 207 | 不受冲击、要求高硬度高耐磨的工具、如锉刀、刮刀、精车刀、丝锥、量具 | ||
T13 | 1.25~1.35 | ≤0.35 | ≤0.40 | 0.030 | 0.035 | 217 | |||
注:淬火介质均为水。
碳素工具钢的预备热处理一般为球化退火,其目的是降低硬度(HB≤217),便于切削加工,并为淬火作组织准备。最终热处理为淬火加低温回火。使用状态下的组织为回火马氏体加颗粒状碳化物加少量残余奥氏体,硬度可达60~65HRC。
碳素工具钢的优点是成体低、耐磨性和加工性较好,在手用工具和机用低速工具上广泛应用。缺点是热硬性差(切削温度低于200℃),淬透性低,只适于制作尺寸不大、形状简单的低速刃具。
2、低合金工具钢
低合金工具钢是在碳素工具钢的基础上加入少量合金元素(≤3~5%)形成的。其在保持高的含碳量(0.75~1.50%)同时,加入了Cr、Mn、Si、W、V等合金元素,Cr、Mn、Si的主要作用是提高淬透性,Si还有提高耐回火性的作用;W、V的作用是提高耐磨性,并细化晶粒。
低合金工具钢的热处理特点基本与碳素工具钢相同,采用球化退火作为预备热处理,最终热处理为淬火加低温回火,使用状态下的组织为回火马氏体加颗粒状碳化物加少量残余奥氏体。与碳素工具钢不同的是,由于加入了合金元素,钢的淬透性提高了,因此可采用油淬火,淬火后的硬度与碳素工具钢都处在同一范围,但淬火变形、开裂倾向小。切削温度可达250℃,仍属于低速切削刃具钢。
低合金工具钢的牌号、成分、热处理及用途如表6-14所示。典型钢种是9SiCr,由于加Si、Cr提高了淬透性,其油中临界直径可达40~50mm,另外,由于Si等还提高耐回火性,使钢在250~300℃下仍保持HRC60以上的硬度。广泛用于制造形状复杂、要求变形小的低速切削刃具,如丝锥、板牙等,也常用作冷冲模。
表6-14 低合金工具钢的牌号、成分、热处理与用途(GB/T 1299-2000)
统一数字代号 | 钢组 | 牌 号 | 化 学 成 分,% | 淬火 | 交货状态硬度 HB | 用途举例 | |||||
C | Si | Mn | Cr | 其他 | 温度 ℃ | 硬度 HRC | |||||
T30100 | 量具刃具用钢 | 9SiCr | 0.85 ~0.95 | 1.20 ~1.60 | 0.30 ~0.60 | 0.95 ~1.25 | 820~ 860油 | ≥62 | 241 ~197 | 丝锥、板牙、钻头、铰刀、齿轮铣刀、冷冲模、轧辊 | |
T30000 | 8MnSi | 0.75 ~0.85 | 0.30 ~0.60 | 0.80 ~1.10 | 800~ 820油 | ≥60 | ≤229 | 一般多用作木工凿子、锯条或其它刀具 | |||
T30060 | Cr06 | 1.30 ~1.45 | ≤0.40 | ≤0.40 | 0.50 ~0.70 | 780~ 810水 | ≥64 | 241 ~187 | 用作剃刀、刀片、刮刀、刻刀、外科医疗刀具 | ||
T30201 | Cr2 | 0.95 ~1.10 | ≤0.40 | ≤0.40 | 1.30 ~1.65 | 830~ 860油 | ≥62 | 229 ~179 | 低速、材料硬度不高的切削刀具,量规、冷轧辊等 | ||
T30200 | 9Cr2 | 0.80 ~0.95 | ≤0.40 | ≤0.40 | 1.30 ~1.70 | 820~ 850油 | ≥62 | 217 ~179 | 主要用子用作冷轧辊、冷冲头及冲头、木工工具等 | ||
T30001 | W | 1.05 ~1.25 | ≤0.40 | ≤0.40 | 0.10 ~0.30 | W 0.80 ~1.20 | 800~ 830水 | ≥62 | 229 ~187 | 低速切削硬金属的刀具,如麻花钻、车刀等 | |
T20000 | 冷作模具钢 | 9Mn2V | 0.85 ~0.95 | ≤0.40 | 1.70 ~2.00 | — | V 0.10 ~0.25 | 780~ 810油 | ≥62 | ≤229 | 丝锥、板牙、铰刀、小冲模、冷压模、料模、剪刀等 |
T20111 | CrWMn | 0.90 ~1.05 | ≤0.40 | 0.80 ~1.10 | 0.90 ~1.20 | W 1.20 ~1.60 | 800~ 830油 | ≥62 | 255 ~207 | 拉刀、长丝锥、量规及形状复杂精度高的冲模、丝杠等 | |
注:各钢种S、P含量均不大于0.030%。
3、高速工具钢(高速钢)
高速钢是制造高速切削刀具用钢。它的主要性能特点是热硬性高,当切削温度达到600℃时,硬度仍能保持在HRC55~60以上。高速钢的淬透性高,空冷即可淬火,俗称 “风钢”。
⑴ 成分特点 ① 高碳:含碳量为0.70~1.6%,以保证形成足够量的碳化物。② 合金元素:主要加入的元素是Cr、W、Mo、V,加Cr的主要目的是为了提高淬透性,各高速钢的铬含量大多在4%左右。铬还提高钢的耐回火性和抗氧化性。W、Mo的主要作用是提高钢的热硬性,原因是在淬火后的回火过程中,析出了这些元素的碳化物,使钢产生二次硬化。V的主要作用是细化晶粒,同时由于VC硬度极高,可提高钢的硬度和耐磨性。
⑵ 加工与热处理
高速钢的加工工艺路线为:下料→锻造→退火→机加工→淬火+回火→喷砂→磨削加工。
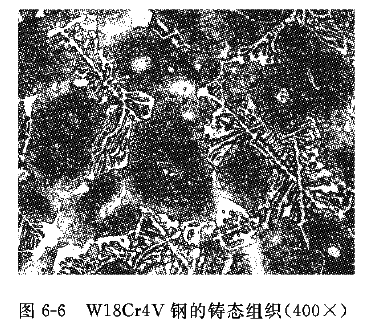 ① 锻造 高速钢是莱氏体钢,其铸态组织为亚共晶组织,由鱼骨状莱氏体与树枝状的马氏体和托氏体组成(见图6-6),这种组织脆性大且无法通过热处理改善。因此,需要通过反复锻打来击碎鱼骨状碳化物,使其均匀地分布于基体中。可见,对于高速钢而言,锻造具有成型和改善组织的双重作用。
① 锻造 高速钢是莱氏体钢,其铸态组织为亚共晶组织,由鱼骨状莱氏体与树枝状的马氏体和托氏体组成(见图6-6),这种组织脆性大且无法通过热处理改善。因此,需要通过反复锻打来击碎鱼骨状碳化物,使其均匀地分布于基体中。可见,对于高速钢而言,锻造具有成型和改善组织的双重作用。
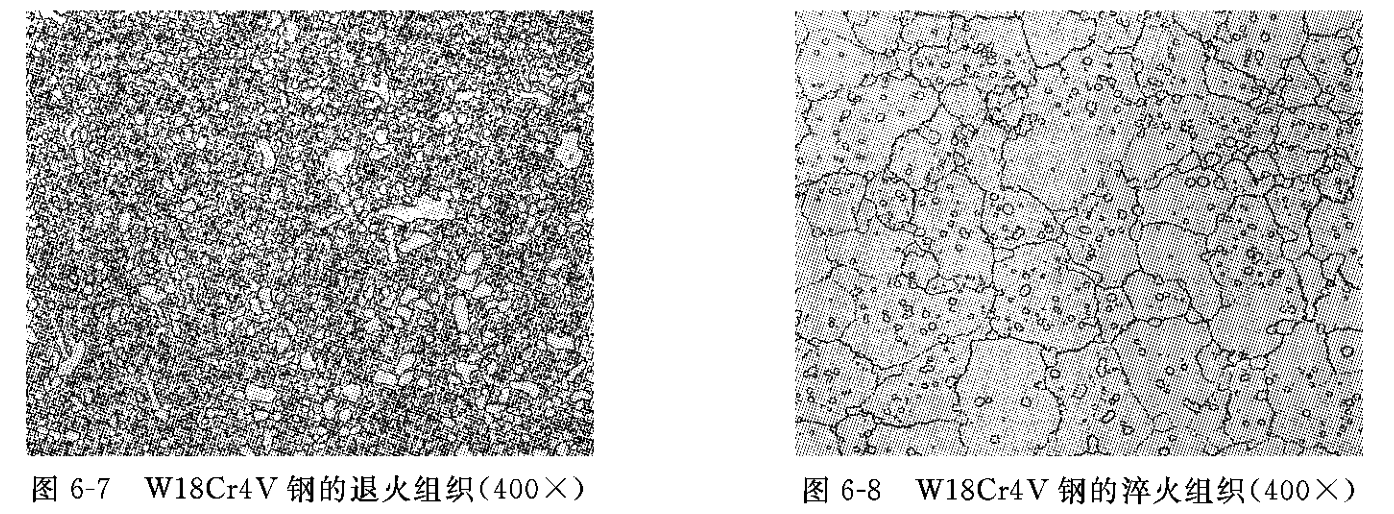
② 退火 高速钢的预备热处理是球化退火,其目的是降低硬度,便于切削加工,并为淬火作组织准备。退火后组织为索氏体加细颗粒状碳化物,如图6-7所示。
③ 淬火 高速钢的导热性较差,故淬火加热时应在600~650℃和800~850℃预热二次,以防止变形与开裂。高速钢的淬火温度高达1280℃,以使更多的合金元素溶入奥氏体中,达到淬火后获得高合金元素含量马氏体的目的。淬火温度不宜过高,否则易引起晶粒粗大。淬火冷却多采用盐浴分级淬火或油冷,以减少变形和开裂倾向。淬火后的组织为隐针马氏体加颗粒状碳化物和较多的残余奥氏体(约30%),如图6-8所示。硬度为61~63HRC。
④ 回火 高速钢淬火后通常在550~570℃进行三次回火,其主要目的是减少残余奥氏体量,稳定组织,并产生二次硬化。在回火过程中,随温度升高,大量细小弥散的钨、钼、钒碳化物从马氏体中析出,使钢的硬度不仅不降,反而明显提高;同时由于残余奥氏体中的碳和合金元素含量下降及所受马氏体的压力降低,MS点上升,在回火冷却时转变为马氏体,也使硬度提高,产生二次硬化。W18Cr4V钢的硬度与回火温度关系如图6-9所示。
采用多次回火是为了逐步减少残余奥氏体量,同时每次回火加热都使前一次回火冷却时产生的淬火马氏体回火。经淬火和三次回火后,高速钢的组织为回火马氏体、细颗粒状碳化物加少量残余奥氏体(<3%),如图6-10所示。
图6-11为W18Cr4V钢热处理工艺示意图全图。
⑶ 常用钢种
常用的高速钢列于表6-15。其中最常用的钢种为钨系的W18Cr4V和钨—钼系的W6Mo5Cr4V2。这两种钢的组织性能相似,但前者的热硬性较好,后者的耐磨性、热塑性和韧性较好。主要用于制造高速切削刃具,如车刀、刨刀、铣刀、钻头等。
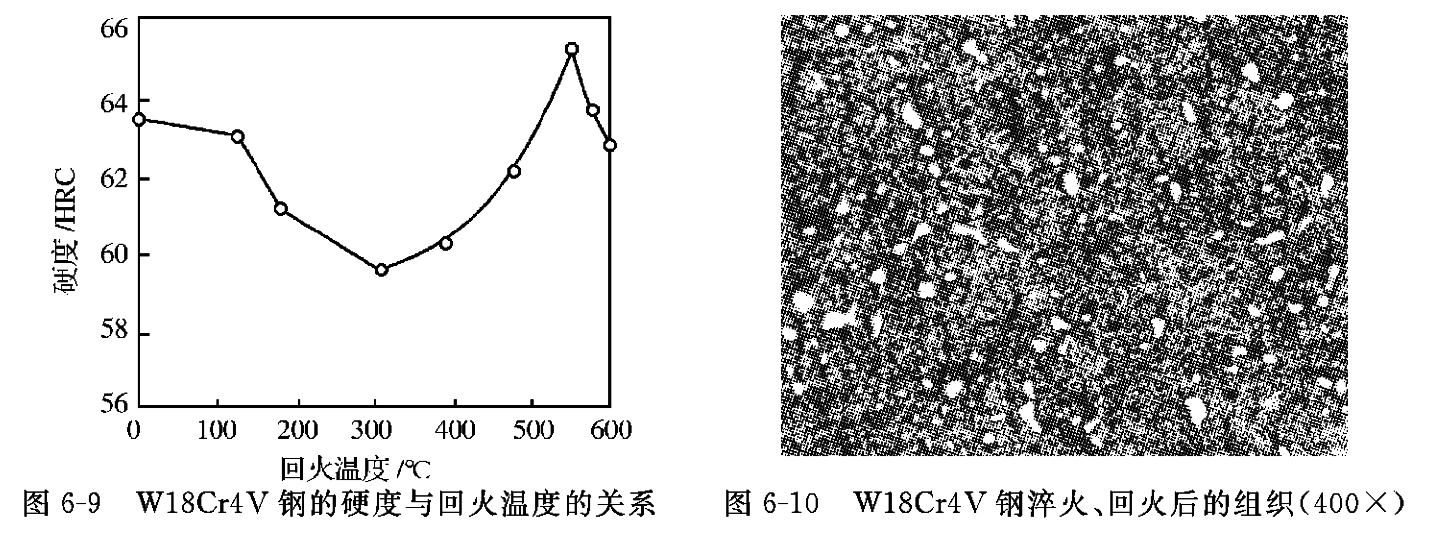 表6-15 常用高速钢的牌号、成分、热处理及硬度(摘自GB/T 3080-2001、GB 9943-1988)
表6-15 常用高速钢的牌号、成分、热处理及硬度(摘自GB/T 3080-2001、GB 9943-1988)
牌号 | 化 学 成 分,% | 热 处 理 温度,℃ | 退火硬度 HB | 淬火 回火 HRC | ||||||||
C | Mn | Si | Cr | W | Mo | V | 其他 | 淬火 | 回火 | |||
W18Cr4V (T51841) | 0.70~ 0.80 | 0.10~ 0.40 | 0.20~ 0.40 | 3.80~ 4.40 | 17.50~ 19.00 | ≤0.30 | 1.00~ 1.40 | 1270~ 1285 | 550~ 570 | ≤255 | ≥63 | |
W18Cr4V2Co5 | 0.85~ 0.95 | 0.10~ 0.40 | 0.20~ 0.40 | 3.75~ 4.50 | 17.50~ 19.00 | 0.40~ 1.00 | 0.80~ 1.20 | 4.25~ 5.75Co | 1280~ 1300 | 540~ 560 | ≤269 | ≥63 |
W6Mo5Cr4V2 (T66541) | 0.80~ 0.90 | 0.15~ 0.45 | 0.20~ 0.45 | 3.80~ 4.40 | 5.50~ 6.75 | 4.50~ 5.50 | 1.75~ 2.20 | 1210~ 1230 | 550~ 570 | ≤255 | ≥63 | |
W6Mo5Cr4V3 | 1.00~ 1.10 | 0.15~ 0.40 | 0.20~ 0.45 | 3.75~ 4.50 | 6.00~ 7.00 | 4.50~ 5.50 | 2.25~ 2.75 | 1200~ 1230 | 540~ 560 | ≤255 | ≥64 | |
W9Mo3Cr4V (T69341) | 0.77~ 0.87 | 0.20~ 0.45 | 0.20~ 0.40 | 3.80~ 4.40 | 8.50~ 9.50 | 2.70~ 3.30 | 1.30~ 1.70 | 1220~ 1240 | 540~ 560 | ≤255 | ≥63 | |
W6Mo5Cr4V2A1 | 1.05~ 1.20 | 0.15~ 0.40 | 0.20~ 0.60 | 3.80~ 4.40 | 5.50~ 6.75 | 4.50~ 5.50 | 1.75~ 2.20 | 0.80~ 1.20 A1 | 1220~ 1250. | 540~ 560 | ≤269 | ≥65 |
注:① 各钢种S、P含量均不大于0.030%;② 淬火介质为油。
二、模具钢
模具钢是用以制造各种冷热模具的钢种,分为冷作模具钢和热作模具钢。
㈠ 冷作模具钢
1、用途 冷作模具钢主要用于制造各种冷成型模具,如冷冲模、冷挤压模、冷镦模和拔丝模等,工作温度一般不超过200~300℃.
2、性能要求 材料在冷态下变形抗力较大,因而冷模具在工作时承受很大的载荷及冲击、摩擦作用,磨损、变形和断裂是其失效的主要形式。为此,要求冷作模具钢具有以下性能:① 高硬度(58~62HRC)和高耐磨性;② 足够的强度和韧性;③ 良好的工艺性能,如淬透性、切削加工性等。
3、冷作模具钢的类型
⑴ 碳素工具钢和低合金工具钢 用于制造小尺寸、形状简单、受力不大的模具,如T8A、9Mn2V、9SiCr、CrWMn等。
⑵ 耐冲击工具用钢 用于制造冶金、机械工业中剪切钢板或型材用的冷剪刀片和热剪刀片,如4CrW2Si、5CrW2Si等。合金元素Cr、W、Si的作用是提高淬透性、耐磨性和回火稳定性。耐冲击工具用钢和冷作模具钢的牌号、化学成分及硬度列于表6-16。
表6-16 耐冲击工具用钢和冷作模具钢的牌号、化学成分及硬度(GB 1299-2000)
统一数字代号 | 钢组 | 牌 号 | 化 学 成 分,% | 淬火 | 交货状态硬度 HB | |||||||
C | Si | Mn | Cr | W | Mo | V | 温度,℃/冷却剂 | 硬度 HRC | ||||
T40124 | 耐冲击工具用钢 | 4CrW2Si | 0.35 ~0.45 | 0.80 ~1.10 | ≤0.40 | 1.00 ~1.30 | 2.00 ~2.50 | 860~900/油 | ≥53 | 217 ~179 | ||
T40125 | 5CrW2Si | 0.45 ~0.55 | 0.50 ~0.80 | ≤0.40 | 1.00 ~1.30 | 2.00 ~2.50 | 860~900/油 | ≥55 | 255 ~207 | |||
T40126 | 6CrW2Si | 0.55 ~0.65 | 0.50 ~0.80 | ≤0.40 | 1.10 ~1.30 | 2.20 ~2.70 | 860~900/油 | ≥57 | 285 ~229 | |||
T40100 | 6CrMnSi2Mo1V | 0.50 ~0.65 | 1.75 ~2.25 | 0.60 ~1.00 | 0.10 ~0.50 | 0.20 ~1.35 | 0.15 ~0.35 | 885(盐浴)或900(炉控气氛)/油冷,58~204回火 | ≥58 | ≤229 | ||
T40300 | 5Cr3Mn1SiMo1V | 0.45 ~0.55 | 0.20 ~1.00 | 0.20 ~0.90 | 3.00 ~3.50 | 1.30 ~1.80 | ≤0.35 | 941(盐浴)或955(炉控气氛) /空冷,56~204回火 | ≥56 | |||
T21200 | 冷作模具钢 | Cr12 | 2.00 ~2.30 | ≤0.40 | ≤0.40 | 11.50 ~13.00 | 950~1000/油 | ≥60 | 269 ~217 | |||
T21202 | Cr12Mo1V1 | 1.40 ~1.60 | ≤0.60 | ≤0.60 | 11.00 ~13.00 | 0.70 ~1.20 | 0.50 ~1.10 | 1000(盐浴)或1010(炉控气氛)/空冷,200回火 | ≥59 | ≤255 | ||
T21201 | Cr12MoV | 1.45 ~1.70 | ≤0.40 | ≤0.40 | 11.00 ~12.50 | 0.40 ~0.60 | 0.15 ~0.30 | 950~1000/油 | ≥58 | 255 ~207 | ||
T20503 | Cr5Mo1V | 0.95 ~1.05 | ≤0.50 | ≤1.00 | 4.75 ~5.50 | 0.90 ~1.40 | 0.15 ~0.50 | 940(盐浴)或950(炉控气氛)/空冷,200回火 | ≥60 | ≤255 | ||
T20110 | 9CrWMn | 0.85 ~0.95 | ≤0.40 | 0.90 ~1.20 | 0.50 ~0.80 | 0.50 ~0.80 | 800~830油 | ≥62 | 241 ~197 | |||
T20421 | Cr4W2MoV | 1.12 ~1.25 | 0.40 ~0.70 | ≤0.40 | 3.50 ~4.00 | 1.90 ~2.60 | 0.80 ~1.20 | 0.80 ~1.10 | 860~980/油 1020~1040/油 | ≥60 | ≤269 | |
T20432 | 6Cr4W3Mo2VNb (0.20~0.35%Nb) | 0.60 ~0.70 | ≤0.40 | ≤0.40 | 3.80 ~4.40 | 2.50 ~3.50 | 1.80 ~2.50 | 0.80 ~1.20 | 1100~1160/油 | ≥60 | ≤255 | |
T20465 | 6Cr6Mo5Cr4V | 0.55 ~0.65 | ≤0.40 | ≤0.60 | 3.70 ~4.30 | 6.00 ~7.00 | 4.50 ~5.50 | 0.70 ~1.10 | 1180~1200/油 | ≥60 | ≤269 | |
T20104 | 7CrSiMnMoV | 0.65 ~0.75 | 0.85 ~1.15 | 0.65 ~1.05 | 0.90 ~1.20 | 0.20 ~0.50 | 0.15 ~0.30 | 淬火:870~900/油或空冷 回火:150±10/空 | ≥60 | ≤235 | ||
注:①各钢种S、P含量均不大于0.030%;②冷作模具钢9Mn2V和CrWMn见表6-14。
⑶ Cr12型冷作模具钢 用于制造受力大的冷模具。
① 成分特点 a.高碳:含碳量为1.40~2.30%,以保证高的硬度和耐磨性;b.合金元素:主加元素是Cr,其主要作用是提高淬透性,辅加元素有W、Mo、V等,这些元素与Cr一起形成高硬度的碳化物,从而提高耐磨性。此外,这些辅加元素还有细化晶粒作用。
② 热处理特点 Cr12型钢属莱氏体钢,其网状共晶碳化物需通过反复锻造来改变其形态和分布。热处理采用淬火加回火处理。当回火温度较低时,钢的硬度可达61~64HRC,耐磨性和韧性较好,适用于重载模具;当在较高温度下多次回火时,会产生二次硬化,钢的硬度达60~62HRC,红硬性和耐磨性都较高,适用于在400~450℃下工作的模具。热处理后的组织为回火马氏体、颗粒状碳化物及少量残余奥氏体。
③ 常用钢种 Cr12型冷作模具钢的牌号和化学成分见表6-16。常用的钢种有Cr12和Cr12MoV,其热处理变形小,主要用于制造截面大、负荷大的冷冲模、挤压模、滚丝模、冷剪刀等。冷作模具钢的选用举例见表6-17。
表6-17 冷作模具的选材举例
冲模种类 | 牌 号 | 备 注 | ||
简 单 轻 载 | 复 杂 轻 载 | 重 载 | ||
硅钢片冲模 | Cr12,Cr12MoV Cr6WV | Cr12,Cr12MoV、Cr6WV | —— | 因加工批量大,要求寿命较长,故采用高合金钢 |
冲孔落料模 | T10A,9Mn2V | 9Mn2V,Cr6WV、 Cr12MoV | Cr12MoV | |
压弯模 | T10A,9Mn2V | —— | Cr12,Cr12MoV、Cr6WV | |
拔丝拉伸模 | T10A,9Mn2V | —— | Cr12,Cr12MoV | |
冷挤压模 | T10A,9Mn2Cv | 9Mn2V,Cr12MoV、Cr6WV | Cr12MoV,Cr6WV | 要求热硬性时还可选用高速钢 |
小冲头 | T10A,9Mn2V | Cr12MoV | W18Cr4V, W6Mo5Cr4V2 | 冷挤压钢件,硬铝冲头还可选用超硬高速钢,基体钢① |
冷镦模 | T10A,9Mn2V | —— | Cr12MoV、8Cr8MoSiV、 Cr12MoV、W18Cr4V, Cr4W2MoV8Cr8Mo2SiV2 基体钢① | |
注:①基体钢指5Cr4W2Mo3V、6Cr4Mo3Ni2WV等,它们的成分相当于高速工具钢在正常淬火状态的基体成分。这种钢过剩碳化物数量少,颗粒细,分布均匀,在保证一定耐磨性和热硬性条件下,显著改善抗弯强度和韧性,淬火变形也较小。
㈡ 热作模具钢
1、用途 热作模具钢主要用于制造使加热金属或液态金属成型的模具,如热锻模、热压模、热挤压模和压铸模等,工作时型腔表面温度可达600℃以上。
2、性能要求 热模具在工作时承受很大的冲击载荷、强烈的摩擦和剧烈的冷热循环引起的热疲劳,因此要求热作模具钢具有以下性能:① 高温下良好的综合力学性能;② 高的抗热疲劳性能;③ 高的淬透性和良好的导热性;④ 高的抗氧化性。
3、钢种 热作模具钢及其选材举例分别列于表6-18(含无磁和塑料模具钢)和表6-19。
① 热锻模钢 是中碳低合金钢,其含碳量为0.5~0.6%,加入的合金元素为Cr、Ni、Mn、Mo等,Cr、Ni、Mn的主要作用是提高淬透性、强化铁素体,Mo的主要作用是防止第二类回火脆性。其热处理为淬火加高温回火(调质),使用状态下的组织为回火索氏体。典型钢种如5CrNiMo、5CrMnMo,前者用于大型热锻模,后者用于中小型热锻模。
② 压铸模钢 是中碳高合金钢,其含碳量一般为0.3~0.6%,加入的合金元素有Cr、Mn、Si、W、Mo、V等,Cr、Mn、Si的主要作用是提高淬透性,W、Mo、V的主要作用是提高耐磨性,产生二次硬化,W、Cr还有提高抗热疲劳的作用。其热处理为淬火后在略高于二次硬化峰值的温度(600℃左右)回火,组织为回火马氏体、颗粒状碳化物加少量残余奥氏体。典型钢种如3Cr2W8V。
表6-18 热作模具钢和无磁、塑料模具钢的牌号、化学成分及硬度(GB 1299-2000)
统一数字代号 | 钢组 | 牌 号 | 化 学 成 分,% | 淬火温度,℃/冷却剂 | 交货状态硬度 HB | |||||||
C | Si | Mn | Cr | W | Mo | V | 其他 | |||||
T20102 | 热作模具钢 | 5CrMnMo | 0.50 ~0.60 | 0.25 ~0.60 | 1.20 ~1.60 | 0.60 ~0.90 | 0.15 ~0.30 | 820~850/油 | 241 ~197 | |||
T20103 | 5CrNiMo | 0.50 ~0.60 | ≤0.40 | 0.50 ~0.80 | 0.50 ~0.80 | 0.15 ~0.30 | Ni1.40 ~1.80 | 830~860/油 | 241 ~197 | |||
T20280 | 3Cr2W8V | 0.35 ~0.40 | ≤0.40 | ≤0.40 | 2.20 ~2.70 | 7.50 ~9.00 | 0.20 ~0.50 | 1075~1125/油 | ≤255 | |||
T20403 | 5Cr4Mo3SiMn VAl | 0.47 ~0.57 | 0.80 ~1.10 | 0.80 ~1.10 | 3.80 ~4.30 | 2.80 ~3.40 | 0.80 ~1.20 | Al0.30 ~0.70 | 1090~1120/油 | ≤255 | ||
T20323 | 3Cr3Mo3W2V | 0.32 ~0.42 | 0.60 ~0.90 | ≤0.65 | 2.80 ~3.30 | 1.20 ~1.80 | 2.50 ~3.00 | 0.80 ~1.20 | 1060~1130/油 | ≤255 | ||
T20452 | 5Cr4W5Mo2V | 0.40 ~0.50 | ≤0.40 | ≤0.40 | 3.40 ~4.40 | 4.50 ~5.30 | 1.50 ~2.10 | 0.70 ~1.10 | 1100~1150/油 | ≤269 | ||
T20300 | 8Cr3 | 0.75 ~0.85 | ≤0.40 | ≤0.40 | 3.20 ~3.80 | 850~880/油 | 255 ~207 | |||||
T20101 | 4CrMnSiMoV | 0.35 ~0.45 | 0.80 ~1.10 | 0.80 ~1.10 | 1.30 ~1.50 | 0.40 ~0.60 | 0.20 ~0.40 | 870~930/油 | 241 ~197 | |||
T20303 | 4Cr3Mo3SiV | 0.35 ~0.45 | 0.80 ~1.20 | 0.25 ~0.70 | 3.00 ~3.75 | 2.00 ~3.00 | 0.25 ~0.75 | 1010盐浴或1020炉控/空,550回火 | ≤229 | |||
T20501 | 4Cr5MoSiV | 0.33 ~0.43 | 0.80 ~1.20 | 0.20 ~0.50 | 4.75 ~5.50 | 1.10 ~1.60 | 0.30 ~0.60 | 1000盐浴或1010炉控/空,550回火 | ≤235 | |||
T20502 | 4Cr5MoSiV1 | 0.32 ~0.45 | 0.80 ~1.20 | 0.20 ~0.50 | 4.75 ~5.50 | 1.10 ~1.75 | 0.80 ~1.20 | 1000盐浴或1010炉控/空,550回火 | ≤235 | |||
T20520 | 4Cr5W2VSi | 0.32 ~0.42 | 0.80 ~1.20 | ≤0.40 | 4.75 ~5.50 | 1.60 ~2.40 | 0.60 ~1.00 | 1030~1050/油 | ≤229 | |||
T23152 | 无磁模具钢 | 7Mn15Cr2Al3 V2WMo | 0.65 ~0.75 | ≤0.80 | 14.50 ~16.50 | 2.00 ~2.50 | 0.50 ~0.80 | 0.50 ~0.80 | 1.50 ~2.00 | Al2.30 ~3.30 | 1170~1190固溶/水,650 ~700时效/空,HRC≥45 | |
T22020 | 塑料模具钢 | 3Cr2Mo | 0.28 ~0.40 | 0.20 ~0.80 | 0.60 ~1.00 | 1.40 ~2.00 | 0.30 ~0.55 | 淬火:870~900/油或空冷回火:150±10/空 | ||||
T22024 | 3Cr2MnNiMo | 0.32 ~0.40 | 0.20 ~0.40 | 1.10 ~1.50 | 1.70 ~2.00 | 0.25 ~0.40 | Ni0.85 ~1.15 | |||||
注:各钢种S、P含量均不大于0.030%。
表6-19 热作模具的选材举例
名称 | 类 型 | 选 材 举 例 | 硬度HRC |
锻
模 | 高度<250mm小型热锻模 | 5CrMnMo、5Cr2MnMo① | 39~47 |
高度在250~400mm中型锻模 | |||
高度>400mm大型热锻模 | 5CrNiMo、5Cr2MnMo① | 35~39 | |
寿命要求高的热锻模 | 3Cr2W8V、4CrMoSiV、4Cr5W2VSi | 40~54 | |
热 镦 模 | 4Cr5MoSiV、4Cr5W2VSi、基体钢 | 39~54 | |
精密锻造或高速锻模 | 3Cr2W8V、4Cr5MoSiV、4Cr5W2VSi, | 45~64 | |
压 铸 模 | 压铸锌、铝、镁合金 | 4Cr5MoSiV、4Cr5W2VSi、3Cr2W8V, | 43~50 |
压铸铜和黄铜 | 4Cr5MoSiV、4Cr5W2VSi、3Cr2W8V, 钨基粉末冶金材料,钼、钛、锆难熔金属 | ||
压铸钢铁 | 钨基粉末冶金材料,钼、钛、铬难熔金属 | ||
挤
压
模 | 温挤压和温镦锻(300~800℃) | 基体钢 | |
热 挤 压② | 挤压钢、钛或镍合金用4Cr5MoSiV,3Cr2W8V(>1000℃) | 43~47 | |
挤压铜合金用3Cr2W8V(<1000℃) | 36~45 | ||
挤压铝、镁合金用4Cr5MoSiV,4Cr5W2VSi(<500℃) | 46~50 | ||
挤压铅用45号钢(<100℃) | 16~20 |
注: ①5CrMnMo为准焊锻模的堆焊金属牌号,其化学成分为:0.43%~0.53%C,1.80%~2.20%Cr,0.60%~0.90Mn,0.80%~1.20%Mo。② 所列热挤压温度均为被挤压材料的加热温度。
三、量具钢
㈠ 用途 量具钢用于制造各种测量工具,如卡尺、千分尺、块规、塞规及螺旋测微仪等。
㈡ 性能要求 量具在使用过程中要与被测零件接触,承受磨擦与冲击,而且本身必须具有高的尺寸精度和稳定性,因此,对其性能要求主要为:① 高的硬度和耐磨性;② 高的尺寸稳定性,热处理变形小。
㈢ 量具用钢 量具无专用钢种,其材料选用如表6-20所示。
1、碳素工具钢 如T10A、T12A等,用于制造尺寸小、形状简单、精度要求不高的量具。
2、低合金工具钢和轴承钢 如CrWMn、GCr15等,用于制造精度要求高、形状较复杂的量具。
3、表面热处理钢 如低碳钢渗碳、中碳钢表面淬火或氮化,适合于制造承受磨损和冲击、质量要求较高的量具。
4、不锈钢 如4Cr13和9Cr18,用于制造接触腐蚀介质的量具。
㈣ 热处理特点 通过适当热处理可减少变形并提高组织稳定性。
1、预备热处理采用球化退火或调质处理,因为球状碳化物稳定性最高。
2、采用下限温度淬火和冷处理,目的是减少残余奥氏体量。
3、回火后进行长时间低温(120~150℃)时效处理,以消除内应力,降低马氏体的正方度。
表6-20 量具用钢的选用举例
用 途 | 选 用 的 牌 号 举 例 | |
钢 的 类 别 | 钢 号 | |
尺寸小、精度不高,形状简单的量规、塞规、样板等 | 碳素工具钢 | T10A、T11A、T12A |
精度不高,耐冲击的卡板、板样、直尺等 | 渗 碳 钢 | 15、20、15Cr |
块规、螺纹塞规、环规、样柱、样套等 | 低合金工具钢 | CrMn、9CrWMn、CrWMn |
各种要求精度的量具 | 冷作模具钢 | 9Mn2V、Cr2Mn2SiWMoV |
要求精度和耐腐蚀的量具 | 不 锈 钢 | 4Cr13、9Cr18 |

