
实验内容
上一节
下一节
二、实验内容
1.加工单元工作流程
YL-335B型生产线加工单元的主要结构组成如图4-1所示。初始状态为:伸缩气缸伸出、冲压气缸缩回、气动手指张开状态。检测到气动手指中间有工件放入后,气动手指夹紧;气动手指将工件夹紧后,伸缩气缸缩回,带动整个加工台移动到冲压气缸正下方;伸缩气缸缩回到位后,冲压气缸向下伸出,完成冲压加工;冲压气缸伸出到位后,开始缩回;冲压气缸缩回到位后,伸缩气缸重新伸出;伸缩气缸伸出到位后,气动手指松开。

图4-1 加工单元结构
2.加工单元的气动元件及气动回路
(1)薄型气缸
薄型气缸的外形如图4-2所示,薄型气缸属于节省空间气缸类,即气缸的轴向或径向尺寸比标准气缸显著减小,具有结构紧凑、重量轻、占用空间小等特点。

图4-2 薄型气缸
(2)气动手指(气爪)
气动手指用于抓取、夹紧工件,其工作原理如图4-3所示。

图4-3 气动手指
(3)气动回路
加工单元气动控制回路的工作原理如图4-4所示。

图4-4加工单元气动控制回路工作原理图
3.传感器
加工单元的检测元件如图4-5所示,共有6个传感器,其中光电式接近开关和磁性开关请自行参考章节3.2部分。加工单元中,新增一个SMC-DZ73型磁性开关。
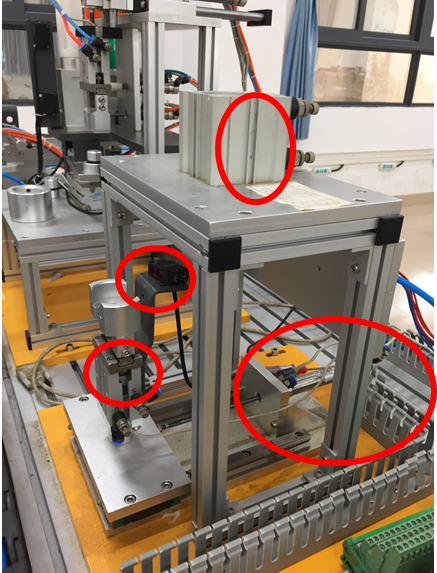
图4-5 加工单元检测元件
SMC-DZ73型磁性开关如图4-6所示。该磁性开关安装在气动手指气缸体的导轨内,用于检测气动手指是否夹紧,具有体积小,易安装等特点。

图4-6 磁感应式接近开关
SMC-DZ73型磁性开关在其头部有螺丝进行固定,拆解时请用工具松开该螺丝,请勿暴力拆卸。

图4-7 磁性开关安装处
SMC-DZ73型磁性开关共有2个接线端口,其中棕色线接入PLC对应的X端口,蓝色线接入电源0V或者公共端COM。

