-
1 内容
-
2 练习
-
3 资源下载
6.1 测量的基本概念和测量方法
根据国家标准,对机械产品各零部件的几何量规定合理的公差,为保证零部件具有互换性提供了可能性,而要把这种可能变成现实,则必须进行检测,只有检测合格,才能保证零部件的互换性。几何量检测是组织互换性生产必不可少的重要措施。
检测是检验和测量的统称。检验只评定被测对象是否合格,而不能给出被测对象量值的大小;测量是通过被测对象与标准量的比较,得到被测对象具体量值。一般说来,在大批量生产条件下,检测精度要求不太高的零件时常用检验,因为检验的效率高;而高精度、单件小批生产或需要进行加工精度分析时,多数采用测量。
6.1.1测量的定义
根据国家计量技术规范JJF1001-1998《通用计量术语及定义》中定义,测至是以确定量值为目的的一组操作。具体地讲,测量是为确定某个量值而进行的实验过程,是将具备这个量值的载体与作为计量单位的标准量进行比较并得到量值的过程。童值一般由一个数乘以测量单位所表示的特定量的大小。几何量测量是为确定被测几何量的童值而进行的实验过程,其实质是将被测几何量与作为计重单位的标准量进行比较并得到量值的过程。若x为被测几何量的量值,E为计量单位,则被测几何至的量值与计重单位的比值,即测量数值为:

简单计算,可得:

可见,被测几何量的量值等于测量数值与计量单位的乘积,故而,被测几何量的量值都应包括量数值和计量单位两的组成部分。例如,用精度为0.02mm的游标卡尺测量某轴的直径d就是通过游标卡尺实现被测几何量d与计量单位mm进行比较,若得到的比值也就是测数值为10.04,则该轴径的量值为d=10.04mm。
6.1.2 测量过程四要素
由上述例子不难看出,测量过程中,轴直径d是被测对象,毫米(mm)是计量单位,通过游标卡尺实现被测几何量d与计单位mm的比较是测量方法,游标卡尺精度0.02mm是测堡精度。因此,一个测至过程包括被对象、计量单位、测量方法和测量精度四个要素。
1.被测对象
根据测量的定义,在测量中就是要被确定的量值就是被测对象,也可称为被测量。一般情况下,被视测对象都是通过具备该童值的载体体现的。例如在上述的轴经测量过程中,轴的直径是被测对象,该直径是通过轴体现的,而由是其直径的载体,也就是要测至轴的直径就必须有轴的存在。
在本课程中研究的被测对象是几何量,具体地说是零件的几何量,包括长度、角度、表面相糙度轮廓、几何误差以及螺纹和齿轮的几何参数等。零件是这些几何量的载体,这些几何量要在零件上体现,对这些几何量的测量都要在给定的零件上进行。
2.计量单位
计量单位是为定量表示同种童的大小而约定地定义和采用的特定量。国际单位制是我国法定计量单位的基础,一切属于国际单位制的单位都是我国的法定计量单位。国际单位制规定了长度、质量、时间、电流、热力学温度、物质的重和发光强度这7个量的基本单位,其中,长度的基本单位为米(m)。
3.测量方法
测童方法是进行测量时所用的,按类别叙述的一组操作逻辑次序,可理解为测量人员、测量原理、计量器具和测量条件的综合,即测量人员在一定的测量条件下按照测量原理使用计量器具可以完成相应的测量过程。根据法律规定,使用中的计量器具应同时具有生产厂家出具的产品合格证书和计童检验部门出具的计量检定证书。测量人员,通常情况是具备一定技术技能的工程人员,在一些特殊场合,应取得执业资格证书后才能从事相关测量工作。
4.测至精度
测至精度也称为测量准确度,是测量结果与真值之间的一致程度,其中真值是与给定的特定量的定义一致的值。在技术上,测量过程很难得到与真值一致的测量结果,故此测量结果与真值之间不一致的程度,可称为测量误差。测堡精度与测至误差是紧密相关的,测量精度高则测量误差小,反之,测量精度低则测至误差大。在实际测重中,测量精度不是越高越好,而是能满足设计或使用要求即可,这样便于实现测和控制则量成本。此外,不仅在测量过程中,必须注意测量精度,而且在对测量结果进行计算中也应注意测量精度。
应该注意的是,在同一测量过程中,这四个要素应该是确定不变的,如果测量过程四要素有变化,就不应视为同一测量过程。
6.1.3.长度量值传递系统和量块
1长度量值传递系统
在我国法定计量单位制中,长度的基本单位是米(m)。在1983年第十七届国际计量大会上通过的米的定义是:“1米是光在真空中于1/299792458秒的时间间隔内所经过的距离”。
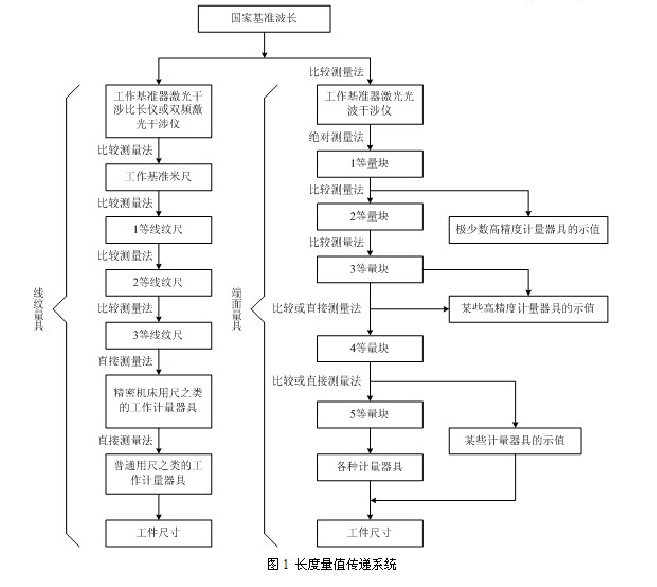
虽然稳频激光的被长作为长度基准精度很高,但很难直接应用于实际生产和科学实验。因此,为了保证长度量值的准确、统一,就必须把复现的长度基准童值逐级传递到适合应用的计量器具和工件上去,即建立长度量值传递系统,如图1所示。
长度量值从国家基准波长开始,分两个平行的系统向下传递,一个是端面量具(如量块)系统,另一个是线纹堡具(如线纹尺)系统。因此,块和线纹尺都是值传递媒介,其中尤以量块的应用更为广泛。
2量块
量块是用耐磨材料制造,横截面为矩形并具有一对相互平行测量面的实物量具。
1).有关术语
参看图2a,件1为量块,件2为与量块相研合的辅助体(平晶,平台等),所标各种符号为与量块有关的长度和偏差。
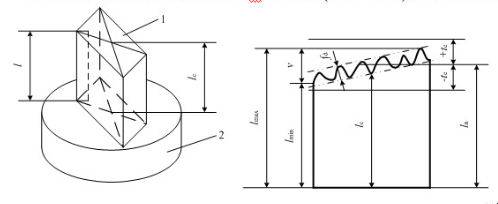

有关量块长度和偏差的术语如下:
(1)童块的长度l
量块的长度是量块一个量面上的任意点到与其相对的另一测量面相研合的辅助体表面之间的垂直距高,辅体的材料和表面质量应与量块相同,用符号l表示。
(2)量块的中心长度
量块的中心长度是对应于量块未研合测量面中心点的量块长度,也就是量块一个测量面的中心点到与其相对的另一测量面之间的垂直距离,用符号表示。
(3)量块的标称长度
量块的标称长度是标记在量块上,用以表明其与主单位(m)之间关系的量值也称为量块长度的示值,也称为量块长度的示值,用符号表示。
(4)任意点长度偏差e
任意点的量块长度相对于标称长度的偏差,即 若
若 为量块长度的极限偏差,则量块合格条件为
为量块长度的极限偏差,则量块合格条件为
(5)量块的长度变动量v
量块的长度变动量是指量块测量面上任意点的量块长度中的最大长度 的差值,用符号v表示,即
的差值,用符号v表示,即 若量块的长度变动童允许值用符号
若量块的长度变动童允许值用符号
(6)至块测量面的平面度误差
量块测量面的平面度误差是包容测童面且距离为最小的两个相互平行平面之间的距离,用符号表示。若量块测量面的平面度误差允许值用符号表示,则量块合格条件为
(7)研合性
量块的一个测量面与另一量块测量面或与另一经精加工的类似量块测量面的表面,通过分子力的作用而相互粘合的性能。
2).量块的精度
(1)量块的分级
根据JJG146-2003《量块检定规程》的规定,量块的制造精度由高到低依次分为5级,即K、0、1、2、3级,其中K级的精度最高,3级的精度最低。量块分“级”的主要依据是量块长度极限偏差 和量块长度变动量v的允许值和量块测量面的平面度公差
和量块长度变动量v的允许值和量块测量面的平面度公差 
(2)量块的分等
根据JG146-2003《量块检定规程》的规定,重块的检定精度由高到低依次分为5等,即1、2、3、4、5等,其中1等的精度最高,5等的精度最低。量块分“等”的主要依据是量块测量的不确定度、量块长度变动量的允许值
测量中,量块可以按“级”或按“等”使用。量块按“级”使用时,是以量块的标称长度 作为工作尺寸,该尺寸未考虑量块的制造误差。量块按“等”使用时,是以经检定得出量块中心长度
作为工作尺寸,该尺寸未考虑量块的制造误差。量块按“等”使用时,是以经检定得出量块中心长度 的实测值作为工作尺寸,该尺寸排除了量块制造误差的影响,仅包含检定时较小的测量误差。因此,量块按“等”使用的测量精度比量块按“级”使用的高。
的实测值作为工作尺寸,该尺寸排除了量块制造误差的影响,仅包含检定时较小的测量误差。因此,量块按“等”使用的测量精度比量块按“级”使用的高。
3)量块的组合使用
利用量块的研合性,在一定范围内,可将不同尺寸的童块进行组合而形成所需的工作尺寸,按GB6093-2001《量块》的规定,我国生产的成套量块有91块、83块、46块、38块等多种规格。表1列出了国产83块一套童块的尺寸构成系列。
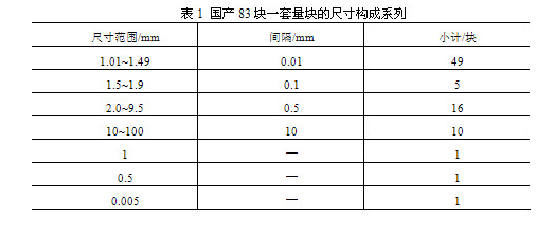
量块组合时,为了减少累积误差,应力求块数少,一般不超过四块。组成量块组时,可从消去所需工作尺寸的最小尾数开始,逐一选取。
6.1.3 计量器具与测量方法
1计量器具的分类
计量器具是单独地或连同辅助设备一起用以进行测量的器具,也就是测量仪器和测量工具的总称。根据计量器具的测量原理、结构特点及用途,计量器具可分为基准量具、通用量仪量具和专用量仪量具。
(1)基准量具
标准计量器具是指测量时体现标准量值的计量器具,通常用来校对和调整其他计量器具,或作为标准值与被测几何量进行比较测量。
(2)通用量仪量具
通用量仪量具是指在一定范围内,能够对某个或多个几何量进行测量,并得出具体量值。
(3)专用量仪量具
专用量仪量具是指专门用来测量某种特定参数的计量器具。如圆度仪、渐开线检查仪、丝杠检查仪、极限量规等。
(1)机械式计量器具
机械式计量器具是指用机械传动方式实现信息转换的计量器具,如游标卡尺、千分尺、百分表、齿轮杠杆比较仪、扭簧比较仪等。
(2)光学式计量器具
光学式计量器具是指用光学方法实现信息转换的计量器具,如光学比较仪、工具显微镜、干涉仪等。
(3)气动式计量器具
气动式计量器具是指通过气动系统流量或压力的变化来实现原始信息转换的计量器具,如薄膜式气动量仪、波纹管式气动量仪等。
(4)电动式计量器具
电动式计量器具是指将原始信息转换成电路参数的计量器具,如电感测微仪、电动轮廓仪等。
(5)光电式计量器具
光电式计量器具是指利用光学方法放大或瞄准,并通过光电元件转换为电信号进行检测,以实现几何量测量的计量器具,如光电显微镜、光测长仪、激光干涉仪等。
2计量器具的技术性能指标
计量器具的技术性能指标是选择和使用计量器具的重要依据。
(1)刻度间距。指计量器具的刻度尺或刻度盘上两相邻刻度线中心之间的距离。为便于读数,刻线间距不宜过小,一般可取1~2.5mm。
(2)分度值。指刻度尺或刻度盘上相邻刻线间距所代表的量值。在几何量测量中,常用的分度值有0.1mm,0.01mm,0.005mm,0.002mm,0.001mm等。
(3)分辨力。是指计量器具所能显示的最末一位数所代表的量值。一些量仪的读数采用非标尺或非分度盘显示,如数显式量仪,不能使用分度值这一概念,而将其称做分辨力。
(4)标称范围和量程。标称范围是指在允许误差范围内,计量器具所能测得的被测几何量的上限值至下限值的范围。标称范围上限值与下限值之差称为量程。
(5)示值范围。指计量器具所能显示或指示的起始值至终止值的范围。
(6)灵敏度。指计量器具对被测几何量变化的反映能力。若被测几何量变化为 计量器具的示值变化
计量器具的示值变化 则灵敏度S为:
则灵敏度S为:

可见,灵敏度等于被测几何量的单位变化量引起的计量器具的示值变化。
对于普通长度计量器具,灵敏度也称为放大比。对于等分刻度的量仪,放大比K等于刻线间距a与分度值i之比,即:

一般地,分度值越小,则计量器具的灵敏度就越高。
(7)灵敏限。指能引起计量器具示值可觉察变化的被测几何量的最小变化值。灵敏限越小,计量器具对被测几何量的微小变化越敏感。
(8)示值误差。指计量器具的示值与被测几何量真值之差。它是表征计量器具精度的指标。示值误差越小,计量器具的精度就越高。
(9)重复精度。指在测量条件不变的情况下,对同一被测几何量进行连续多次测量时,其测量结果间的最大变化范围。
(10)回程误差。在相同测量条件下,计量器具对同一被测几何量进行正、反两个方向测量时,测量示值的变化范围。
(11)修正值。为消除或减少系统误差,用代数法加到测量结果上的数值。修正值等于已定系统误差的负值。
(12)不确定度。指由于计量器具误差的影响而对测量结果不能肯定的程度。不确定度用误差界限表示。
3测量方法的分类及特点
广义的测量方法,是指测量时所采用的测量原理、计量器具和测量条件的综合。但是在实际工作中测量方法一般是指获得测量结果的具体方式,它可从不同的角度进行分类。
1)按实测量与被测量之间的关系分类
(1)直接测量
直接测量是指直接由计量器具读出被测几何量的量值。例如,用游标卡尺、干分尺测量轴径的大小。
(2)间接测量
间接测量是指先测量出与被测量y有一定函数关系的其他量 计算出被测量y。
计算出被测量y。
直接测量过程简单,其测量精度只与这一测量过程有关,而间接测量的精度不仅取决于实测几何量的测量精度,还与所依据的计算公式和计算的精度有关。因此,间接测量常用于受条件所限无法进行直接测量的场合。
2)按示值与被测量之间的关系分类
(1)绝对测量
绝对测量是指计量器具显示球指示的示值即是被测几何量的量值。例如用游标卡尺、千分尺测量轴径的大小。
(2)相对测量
相对测量(此较测量)是指计量器具显示或指示出被测几何量相对于已知标准量的偏差,被测几何量的量值为已知标准与该偏差值的代数和。一般来说,相对测量的测量精度比绝对测量的高。
3)按计重路具测头是否接触被视对象分类
(1)接触测量
接触动量是指测量时计量器具的测头与被测表面接触,并有机械作用的测量力。例如用机械比较仪测量轴径。
(2)非接触测量
非接触测量是指测量时计量器具的测头不与被测表面接触。例如,用光切显微镜测量表面粗糙度,用气动量仪测量孔径。
4)按工件上的被测对象多少分类
(1)单项测量
单项测量是指分别对工件上的各被测几何量进行独立测量。例如,用工具显微镜测量螺纹的螺距,牙侧角、中径和顶径等。
(2)综合测量
综台测量是指同时测量工件上几个相关几何量的综合效应或综合指标,以判断综合结果是否合格。例如,用螺纹通规检验螺纹单一中径、螺距和牙例角实际值的综合结果是否合格。
就工件整体来说,单项测量的效率比综合测量的低,但单项测量便于进行工艺分析。综合测量适用于只要求判断合格与否,而不需要得到具体的误差值的场合。
此外,还有动态测量和主动测量。动态测量是指在测量过程中,被测表面与测头处于相对运动状态。例如,用电动轮廓仪测量表面粗糙度。动态测量效率高,并能测出工件上几何参数连续变化时的情况。主动测量是指在加工件的同时对被测几何量进行测量。其测量结果可直接用以控制加工过程,及时防止废品的产生。主动测量常用于生产线上,因此亦称在线测量。它使检测与加工过程紧密结合,充分发挥检测的作用,是检测技术发展的方向。
5)按测量最终目的分类
(1)求真测量
求真测量是指期望通过测量得到某一被测对象的真值。通常是进行多次测量,然后利用统计学原理计算出测量结果。测量结果虽然带有测量误差,但在一定测量精度范围和置信区间内,可以代表真值。
(2)评价测量
评价测量是指通过测量某些具有同一理论真值的被测对象,来评价相关系统的性能指标。通常是对一定数目的被测对象逐一进行一次测量,然后利用统计学原理计算出所需数据,再有这些数据来评价与被测对象相关的系统性能指标。例如,通过测量工件尺寸误差,来评价加工工艺系统的工序能力。


