-
1 内容
-
2 练习
-
3 资源下载
4.3 表面粗糙度轮廓技术要求在零件图上的标注
4.3.1 表面粗糙度轮廓符号
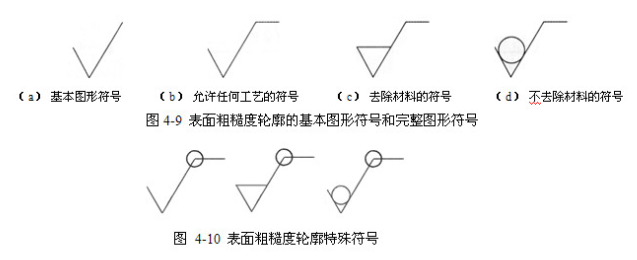
为标注表面粗糙度轮廓各种不同的技术要求,GB/T131-2006规定了一个基本图形符号,如图4-9a所示,以及三个完整图形符号,如图4-9b、c、d所示。
如图4-9a所示,基本图形符号由两条丕等长的相交直线构成,这两条直线的夹角成60°。基本图形符号仅用于简化标注,不能单独使用。在基本图形符号的长边端部加一条横线,或者同时在其三角形部位增加一段短横线或一个圆圈,就构成用于三种不同工艺要求的完整图形符号。
图4-9b所示的符号表示表面可以用任何工艺方法获得。图4-9c所示的符号表示表面用去除材料的方法获得,例如车、铣、钻、创、磨、抛光、电火花加工、气割等方法获得的表面。图4-9d所示的符号表示表面用不去除材料的方法获得,例如铸、锻、冲压、热轧、冷轧、粉末冶金等方法获得的表面。
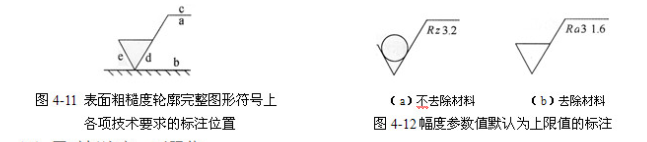
在表面粗糙度轮廓完整图形符号的长边与横线拐角处加画一小圆,表示所有表面具有相同的表面粗糙度轮廓要求,如图4-10所示。
4.3.2 表面粗糙度轮廓技术要求的标注
1.表面粗糙度轮廓各项技术要求在完整图形符号上的标注位置
表面粗糙度轮廓各项技术要求应标注在图4-11所示的指定位置上,此图为在去除材料的完整图形符号上的标注。
在周注写了技术要求的完整图形符号称为表面粗糙度轮廓符号,简称粗糙度符号。在完整图形符号周围的各个指定位置上分别标注下列技术要求:
位置a:标注幅度参数符号(Ra或Rz)及极限值(单位为μm)和有关技术要求。在位置a依次标注下列的各项技术要求的符号及相关数值:
上、下限值符号传输带数值/幅度参数符号评定长度值极限值判断规则(空格)幅度参数极限值
必须注意:①传输带数值后面有一条斜线“/”,若传输带数值采用默认的标准化值而省略标注,则此斜线不予注出。②评定长度值是用所包含的取样长度个数(阿拉伯数字)来表示的,如果默认为标准化值5(即ln=5xlr),同时极限值判断规则采用默认规则,都省略标注,为了避免误解,幅度参数符号与幅度参数极限值之间应插入空格。③倘若极限值判断规则采用默认规则而省略标注,则为了避免误解,评定长度值与幅度参数极限值之间应插入空格,否则可能把表示评定长度值的取样长度个数误读为极限值的首位数。
位置b:标注附加评定参数的符号及相关数值(如RSm,其单位为mm)。
位置c:标注加工方法、表面处理、涂层或其他工艺要求,如车、磨、镀等想表面。
位置d:标注表面纹理。
位置e:标注加工余量(单位为mm)。
2.表面粗糙度轮廓极限值的标注
按GB/T131-2006的规定,在完整图形符号上标注幅度参数值时,分为下列两种情况:
(1)标注极限值中的一个数值且默认为上限值
在完整图形符号上,幅度参数的符号及极限值应一起标注。当只单向标注一个数值时,则默认为其为幅度参数的上限值。标注示例见图4-12a(默认传输带,默认评定长度,极限值判断规则默认为16%)、图4-12b(评定长度ln=3xlr)。
(2)同时标注上、下限值
需要在完整图形符号上同时标注幅度参数上、下限值时,则应分成两行标注幅度参数符号和上、下限值。上限值标注在上方,并在传输带的前面加注符号“U”。下限值标注在下方,并在传输带的前面加注符号“L”。当传输黄采用默认的标准化值而省略标注时,则在上方和下方幅度参数符号的前面分别加注符号“U”和“L”,标注示例见图4-13。
对某一表面标注幅度参数的上、下限值时,在不引起歧义的情况下可以不加写U、L。
3.极限值判断规则的标注
按GB/T10610-2009的规定,根据表面粗糙度轮廓参数符号上给定的极限值,对实际表面进行检测后判断其合格性时,可以采用下列两种判断规则:
(1)16%规则
16%规则是指在同一评定长度范围内幅度参数所有的实测值中,大于上限值的个数少于总数的16%,小于下限值的个数少于总数的16%,则认为合格。16%规则是表面粗糙度轮廓技术要求标注中的默认规则,标注示例如图4-12、图4-13所示。
(2)最大规则
在幅度参数符号的后面增加标注一个“max”的标记,则表示检测时合格性的判断采用最大规则。它是指整个被测表面上幅度参数所有的实测值皆不大于上限值,才认为合格。图4-14为确认最大规则的单个幅度参数值且默认为上限值的标注,图4-15为确认最大规则的上限值和默认16%规则的下限值的标注。

4.传输带和取样长度、评定长度的标注
如果表面粗糙度轮廓完整图形符号上没有标注传输带(图4-12至图4-15所示),则表示采用默认传输带,即默认短波滤波器和长波滤波器的截止波长( )皆为标准化值。
)皆为标准化值。
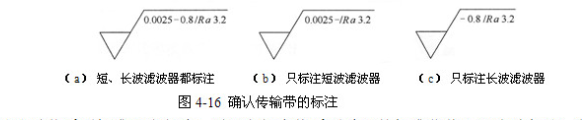
需要指定传输带时,传输带标注在幅度参数符号的前面,并用斜线“/”隔开。传输带用短波和长波滤波器的截止波长(mm)进行标注,短波滤波器 ,它们之间用连字号“一”隔开,标注示例如图4-16所示。
,它们之间用连字号“一”隔开,标注示例如图4-16所示。
设计时若采用标准评定长度,则评定长度值采用默认的标准化值5而省略标注。若需要指定评定长度时(在评定长度范围内的取样长度个数不等于5),则应在幅度参数符号的质颠注写取样长度的个数,如图4-12b和图4-18所示。
5.表面纹理的标注
各种典型的表面纹理及其方向用图4-17中规定的代号标注。如果这些代号不能清楚地表示表面纹理要求,可以在零件图上加注说明,标注示例如图4-18所示。
6.附加评定参数和加工方法的标注
附加评定参数和加工方法的标注示例如图4-18所示。该图亦为上述各项技术要求在完整图形符号上标注的示例:用磨削的方法获得的表面的幅度参数Ra上限值为1.6μm(采用最大规则),评定长度ln=6xlr;下限值为0.2μm(默认16%规则),默认评定长度;传撤黄采用 ,加工纹理垂直于视图所在的投影面。
,加工纹理垂直于视图所在的投影面。
7.加工余量的标注
在零件图上标注的表面粗糙度轮廓技术要求都是针对完工表面的要求,一般不需要标注加工余量。对于多工序的表面可标注加工余量,如图4-19中车削工序加工余量为0.4mm。

1.一般规定
零件上任一表面的粗糙度轮廓技术要求一般只标注一次,并且用在周围注写了技术要求的表面粗糙度轮廓完整图形符号,尽可能标注在注写了相应的尺寸及其极限偏差的同一视图上。除非另有说明,所标注的表面粗糙度轮廓技术要求是对完工零件表面的要求。此外,表面粗糙度轮廓符号上的各种代号和数字的注写及读取方向应与尺寸的注写及读取方向一致,并且表面粗糙度符号的尖端必须从材料外指向并接触零件表面。
为了使图例简单,下述各个图例中的粗糙度符号上都只标注了幅度参数符号及上限值,其余的技术要求皆采用默认的标准化值。
2.常规标注方法
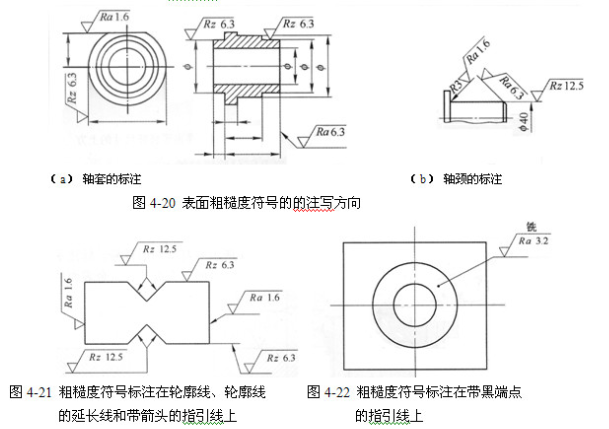
①表面粗糙度轮廓符号可以标注在可见轮廓线或其延长线、尺寸界线上,可以用带箭头的线或用带黑端点(它位于可见表面上)的线引出标注。图4-20为粗糙度符号标注在轮廓线、尺寸界线和带箭头的线上。图4-21为粗糙度符号标注在轮廓线、轮廓线的延长线和带箭头的线上。图4-22为粗糙度符号标注在带黑端点的烈线上。
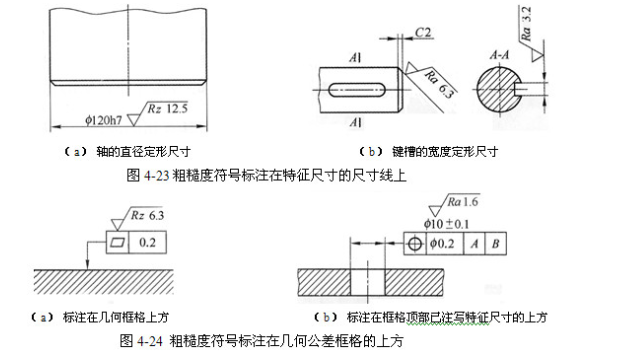
②在不引起误解前提下,表面粗糙度轮廓符号可标注在特征尺寸的尺寸线上。如图4-23所示,粗糙度符号标注在孔、轴直径定形尺寸线上和键槽的宽度定形尺寸的尺寸线上。
③表面粗糙度符号可以标注在几何公差框格的上方,如图4-24所示。
3.简化标注的规定方法
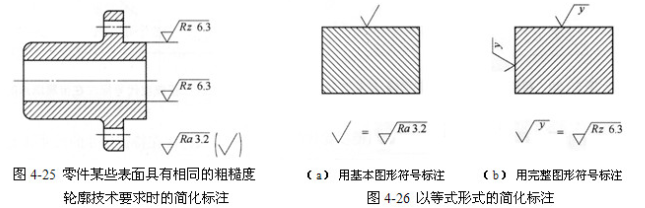
①当零件的多个表面具有相同的表面粗糙度轮廓技术要求时,则对这些表面的技术要求可以统一标注在零件图的标题栏附近。采用这种简化注法时,除了需要标注相关表面统一技术要求的粗糙度符号以外,还需要在其右侧画一个圆括号,在这括号内给出一个图4-9a所示的基本图形符号。标注示例见图4-25的右下角标注,表示除了两个已标注粗糙度符号的表面以外的其余表面的粗糙度轮廓要求均为Ra3.2。
②当零件的几个表面具有相同的表面粗糙度轮廓技术要求但粗糙度符号直接标注受到空间限制时,可以用基本图形符号或只带一个字母的完整图形符号标注在零件的这些表面上,而在图形或标题栏附近以等式的形式标注相应的粗糙度符号,如图4-26所示。
③当图样某个视图上构成封闭轮廓的各个表面具有相同的表面粗糙度轮廓技术要求时,可以采用图4-10所示的表面粗糙度轮廓特殊符号进行标注。


